Bir kum 3D yazıcı kum 3D baskıyı, her boyuttaki dökümhanenin gerçek üretim teknolojisi haline getirir. Bağlayıcı püskürtme, CAD dosyalarından doğrudan kum kalıpları ve çekirdekleri katman katman oluşturur. Bu da geleneksel modelleme ve çekirdek kutuları gibi kalıpçılık işlemlerini ortadan kaldırır.
Endüstriyel platformlar artık, kısa teslim sürelerinde kalıpların ve çekirdeklerin parti üretiminin ekonomik olarak rekabetçi olmasını sağlayan yüksek üretim hızlarına ve büyük formatlı çalışma alanlarına ulaştı. Küçük ve orta ölçekli dökümhaneler için bu değişim, daha önce reddetmek zorunda kaldıkları işleri mümkün kılar.
Ancak çoğu dökümhanenin hızlıca ulaştığı soru, sahip olmanın kum 3D yazıcı işletmeleri için doğru bir adım olup olmadığı — yoksa bir dökümhane 3B baskı hizmetine dış kaynaklaştırmak finansal olarak daha mantıklı mıdır.
Kumla 3B Yazdırma İçin Gerekçe Gerçekçi — Ancak Döküm Türünüze Göre Değişir
Satın Alma ile Dış Kaynak Kullanma Kararına geçmeden önce, bağlayıcı püskürtme (binder jetting) teknolojisinin gerçekten değer yarattığı alanları netleştirmek faydalı olur. Bu teknoloji, bir dökümhanenin müşterilere hizmet verme yeteneğini dönüştürür: Daha önce 4 ila 8 haftalık kalıp hazırlama kuyruğu gerektiren karmaşık bir parça, CAD dosyası alındıktan sonra 72 saat içinde 3B yazdırılmış bir kalıptan dökülebilir. Bu hız avantajı, üç senaryoda en belirleyici hâle gelir: Tasarımda değişiklikler öngörülen prototip ve deneme dökümleri; geleneksel çekirdek montajının birden fazla parçayı yapıştırarak oluşturulmasını gerektiren karmaşık iç geometriler; ve kalıpların amortisman maliyeti nedeniyle geleneksel kalıpların ekonomik olarak uygulanmadığı düşük ila orta hacimli üretim serileri.
Toplam maliyet açısından bakıldığında, kalıp maliyetlerinin ortadan kalkması nedeniyle 3B baskı, belirli bir parti boyutuna kadar geleneksel süreçlere kıyasla her zaman daha ekonomik bir alternatiftir. Parti boyutu ne kadar küçük olursa ve geometrik karmaşıklık ne kadar yüksek olursa, mali avantaj o kadar büyük olur. Bu teknoloji, seri üretim için yüksek hacimli kalıplamayı yerine koymaz; ancak küçük dökümhanelerin giderek daha fazla fiyat teklifi istendiği işler için yapısal bir iyileşme sağlar.
Çoğu Dökümhanenin Atladığı Hacim Eşiği Sorusu
Burada karar vermek daha zor hâle gelir. Bir kum 3D yazıcı satın almak, kum üzerine 3B baskıdan yararlanmakla aynı şey değildir. Ekipman yatırımı yalnızca belirli bir yıllık kalıp hacminin üzerinde finansal olarak anlamlı hâle gelir; ancak sahiplilikle birlikte gelen tüm unsurları göz önünde bulundurduğunuzda bu eşiğin kağıt üzerinde duyduğunuzdan daha düşük olduğunu görürsünüz.
Belirli bir yıllık hacim eşiğinin altında dış kaynak kullanımı, ekipman sahibi olmaya kıyasla genellikle daha maliyet etkin bir seçenektir. Bu seçenek, sermaye yatırımını ortadan kaldırırken teknolojiye erişimi korur.
Kar-zarar noktası hesaplaması ilkesel olarak basittir:
Sahip Olma Toplam Maliyeti: Satıcıların Gönüllü Olarak Açıklamadığı Rakamlar
Titiz bir sahip olma toplam maliyeti analizi, satın alma fiyatının ötesinde dolaylı maliyetleri de içermelidir: bakım, yedek parçalar, kalibrasyon, enerji tüketimi, teknik destek, durma sürelerinden kaynaklanan kayıplar ve operatör eğitimi. Bu maliyetler, satın alma anında genellikle hafife alınır.
Tozlu bir dökümhanede gerçekleşen bir yazıcı başlığı değiştirme olayı — nadir görülen bir durum değildir — her olayda 35.000–70.000 ¥ maliyet oluşturabilir. Bu tutarı yıllık dış kaynak kullanım harcamanızla karşılaştırın; bu durum, ilk kez satın alım yapanları genellikle şaşırtır.
İmalat maliyeti analizinden genel bir kılavuz: Talebi kararlı ve tahmin edilebilir kılan bir hacim eşiğinin altında kalmak durumunda, dış kaynak kullanımı neredeyse her zaman toplam maliyet açısından daha avantajlıdır. Talep kararlı olduğunda, hacimler sürekli yüksek olduğunda ve ilgili yetenek aynı zamanda temel rekabetçi bir farklılaştırıcı olduğunda, iç kaynak kullanımı ekonomik açıdan güvenilir bir şekilde öne çıkar.
Yılda 300 kalıp setinden az üretim yapan ve talebin özellikle kararlı değil, projeye dayalı olduğu küçük dökümhaneler için dış kaynak kullanımı finansal açıdan daha iyi bir karardır.
Taahhüt vermeden başlamanın bir yolu var mı?
Bir dökümhanenin yıllık hacmi ekipman sahibi olmayı haklı çıkarmasa da kum üzerine 3B baskı gerektiren işler gerçek ve giderek artıyor ise çözüm, ekipmanı erken satın almak ya da bu işleri reddetmek değildir.
Kangshuo'nun baskı hizmeti modeli bu sorunu doğrudan çözer. Herhangi bir ekipman satın alınmaz, operatör eğitimi gerekmez ve baskı başlığı bakımı gibi ek yükler oluşmaz. CAD dosyalarınızı gönderin; basılı ve son işlem uygulanmış kalıpları alın — standart teslim süresi en az 3 ila 5 iş günüdür ve acil servis seçeneği de mevcuttur. Projeye göre ödeme yaparsınız, sonuçları gerçek döküm gereksinimlerinizle karşılaştırırsınız ve uzun vadeli bir taahhüt vermeden önce kullanımınızı ölçeklendirirsiniz.
Hangi Makine Uygulamanıza Uygun?
Üç platform farklı ihtiyaçlara hizmet verir. KSS1800B, büyük hacimli kum kalıp üretimini gerçekleştirir — üretim hacmi en fazla 1800 × 1000 × 700 mm boyutlarında ve saatte en fazla 360 L hacimde olabilir. KS301C, ±0,1 mm doğrulukta hassas seramik bileşenlerin üretimine yöneliktir ve alümina, zirkonya veya silisyum oksit gibi malzemelerden üretilen karmaşık küçük boyutlu parçalar için uygundur. Metal platformu, alüminyumdan nikel bazlı alaşımlara kadar çeşitli alaşımlarda doğrudan metal parça üretimi için tasarlanmıştır; yapısal bütünlüğü sağlamak amacıyla dokuz transdüserli ultrasonik gerilim kontrolüne sahiptir. Hacim ve hız için kum; hassasiyet için seramik; kullanım amaçlı parçalar için metal — üç süreç, tek bir karar çerçevesi.

KS281MS (Metal)
KS301C (Seramik)
KSS1800B (Kum)
İmza Atmadan Önce Test Etmelisiniz: Teknik Özellik Çizelgelerinin Size Söylemediği Dört Kum Kalıbı Performans Göstergesi
Dökümhaneler için satın alma kararı vermek üzereyken, tedarikçi broşürleri tam resmi yansıtmaz. Dayanıklılık, geçirgenlik ve çöküş özelliği gibi belirli gereksinimlerinizi kendi parça geometrinizle doğrulayın. Dört gösterge üzerinde test sonuçları talep edin: çekme dayanımı, gaz çıkışı, boyutsal doğruluk ve çöküş özelliği.
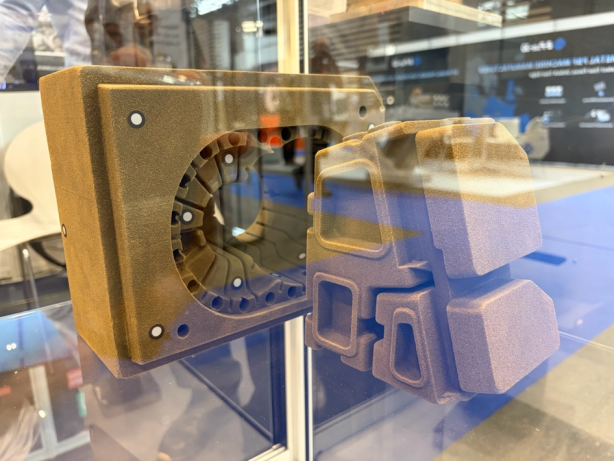
Kumluk Kalıp
1. Çekme Dayanımı
Çekme dayanımı temel ölçütüdür. Kraków AGH Üniversitesi’nden hakemli araştırmaya göre, %1,6–%1,8 oranında furan bağlayıcı ve %0,2 oranında sertleştirici kullanıldığında 2 MPa üzeri çekme dayanımı elde edilebilir. Ancak aynı makaledeki deneysel sonuçlar, dayanımın kum tanesi büyüklüğü, bağlayıcı türü ve işlem parametreleriyle önemli ölçüde değiştiğini göstermektedir; aynı teknoloji altında bazı konfigürasyonlar yalnızca 0,80 MPa değerine ulaşmaktadır.
Tedarikçinin optimal koşullarda ürettiği bir teknik veri sayfası değeri, sizin makinanızın sizin malzemelerinizle ve sizin özel geometrinizle ürettiği değeri yansıtmayabilir. Test sonuçlarını onların değil, sizin bağlayıcı ve kum kombinasyonunuz için isteyin.
2. Gaz Oluşumu
Gaz oluşumu, dayanıklılıktan ayrılamaz. Bağlayıcı içeriği, kalıp dayanıklılığı ile gaz oluşumunu doğrudan etkiler; fazla bağlayıcı gözenekleri tıkayarak geçirgenliği azaltır ve nihai dökümde gaz kaynaklı kusurların oluşma riskini artırır.
Döküm sıcaklığınız altında aşırı miktarda gaz üreten, ancak kağıt üzerinde güçlü görünen bir kalıp, bir varlık değil, kusur oluşturan bir risk faktörüdür.
3. Boyutsal Doğruluk
Boyutsal doğruluk, pazarlama dilinin en yaygın ve en tehlikeli olduğu alandır. Broşürlerde belirtilen toleranslar, kontrollü koşullar altında elde edilir.
Örneğin Kangshuo'nun KSS1800B modeli, 1800 × 1000 × 700 mm boyutlarında bir yapı alanına sahip olup ±0,3 mm'lik bir doğruluk sağlar — bu, 400 dpi yazdırma çözünürlüğüne ve 0,3–0,6 mm arası ayarlanabilir katman kalınlığına sahip, doğrulanabilir ve üretim sınıfında bir spesifikasyondur. Bu tür bir spesifikasyon, sizin aslında basacağınız parçalara benzeyen örnek parçalar üzerinde test sonuçlarıyla desteklendiğinde anlamlı hale gelir. Lütfen kendi parçanıza benzer bir parçada gösterilmesini isteyin.
4. Çöküş Özellikleri
Kolaylıkla Parçalanabilirlik, dört özellik arasında en tutarlı şekilde göz ardı edilen — ve başarısız olduğunda en çok işletme maliyetine neden olan özelliktir. Standart kalıp kalitesi değerlendirmesi, kolaylıkla parçalanabilirlik testlerini değerlendirme paketinin temel unsurlarından biri olarak içerir; kolaylıkla parçalanabilirlik, döküm sonrası sallama işlemi için gerekli olan emek ve zaman miktarını doğrudan belirler.
Çekme dayanımı yüksek ancak kolaylıkla parçalanabilirliği zayıf olan bir kalıp, test masasında mükemmel görünse de, her döküm için sallama ekibinize saatlerce elle iş gücü maliyeti yükleyebilir.
Furan gibi organik bağlayıcılar, inorganik bağlayıcılarda olduğu gibi yüksek sıcaklıklarda dayanımını korumazlar; bu da onlara iyi kolaylıkla parçalanabilirlik kazandırır — ancak bu özellik, formülasyon ve süreç değişkenlerine son derece duyarlıdır ve yalnızca çekme dayanımı verilerinden çıkarılamaz.
Tedarik Kontrol Listesi
İmza atmadan önce tedarikçiden gerçek CAD dosyanızı, döküm alaşımınızı ve kullanmayı düşündüğünüz bağlayıcı sistemini kullanarak bir örnek baskı çıkarmasını isteyin. Dört göstergeyi de test edin. Elde edilen sonuçları teknik özellik sayfasındaki bilgilerle karşılaştırın.
Sayılar uyum sağlarsa güvenilir bir tedarikçiniz vardır. Uyum sağlamazsa sözleşme imzalanmadan önce cevabınızı alırsınız — ilk üretim başarısızlığından sonra değil.
Referanslar

2010 yılında kurulan Kangshuo Grubu, kritik bileşenler için akıllı imalatta öncü bir firma olup, Çin Sanayi ve Bilgi Teknolojileri Bakanlığı tarafından Ulusal Yüksek Teknoloji İşletmesi ve "Küçük Dev" olarak tanınmaktadır. Yeni malzemeler, inovatif süreçler, gelişmiş ekipmanlar ve sektörlere özel çözümlerdeki uzmanlığımızı keşfedin.
H-1 Fabrika Binası, Mingshan Sanayi Parkı, Gaoping Ekonomi ve Teknoloji Geliştirme Bölgesi, Jincheng Şehri, Shanxi Eyaleti, Çin.
Telif hakkı © 2026 Kangshuo Electric Group Co., Ltd. Tüm hakları saklıdır Gizlilik politikası
