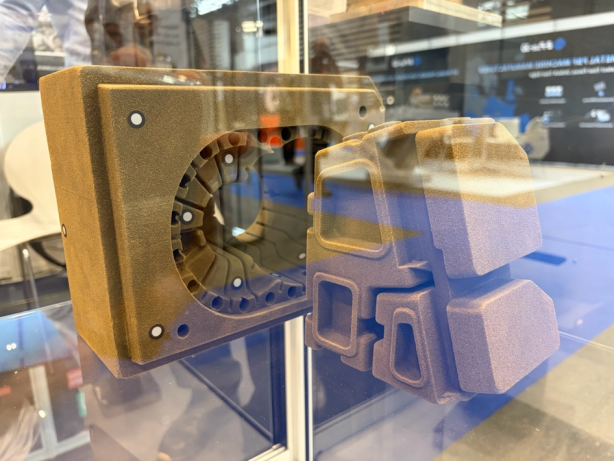
A 砂型3Dプリンター あらゆる規模の鋳造所において、砂型3Dプリントを本格的な生産技術へと進化させます。バインダージェッティング方式では、CADデータから直接、層ごとに砂型およびコアを構築します。これにより、従来のパターン製作やコアボックスなどの金型製作工程が不要になります。
現在の産業用プラットフォームは、大量生産に十分な造形速度および大サイズ造形領域を実現しており、短納期での砂型・コアのロット生産を経済的にも競争力のある選択肢としています。小規模および中規模の鋳造所にとっては、これによりこれまで受注できなかった案件への対応が可能になります。
しかし、多くの鋳造所がすぐに直面する課題は、自社で 砂型3Dプリンター を導入するかどうかという判断です。あるいは、 鋳造所向け3Dプリントサービス への外部委託の方が財務的により合理的である可能性もあります。
砂型3Dプリントの実用性は確かなもの——ただし、製造対象となる鋳物によってその価値は異なります
自社で導入するか、外部に委託するかという判断に進む前に、バインダージェッティング技術が真に価値を発揮する場面を明確にしておくことが重要です。この技術は、鋳造所が顧客に対応する能力を根本的に変革します。従来、4~8週間の金型製作待ちが必要だった複雑な部品でも、CADデータ受領から72時間以内に3Dプリントされた砂型で鋳造が可能になります。このスピード優位性が特に重要となるのは、以下の3つのシナリオです:設計変更が予想される試作・試験鋳造、従来のコア組立では複数の部品を接着して構成しなければならないような複雑な内部形状、および金型の償却が困難なため従来のパターン製作が経済的に非現実的な少量~中量生産です。
総コスト面では、一定のロットサイズまでは、金型費用が不要となるため、3Dプリンティングは従来の製造プロセスよりも常に経済的な選択肢となります。ロットサイズが小さく、かつ幾何学的複雑さが大きいほど、コスト優位性は大きくなります。この技術は大量生産向けの高容量金型を置き換えるものではありませんが、小規模鋳造所が近年ますます受注を依頼されるような業務においては、構造的な改善をもたらします。
多くの鋳造所が見過ごす「ボリューム・しきい値」の問い
ここで判断はより難しくなります。「 砂型3Dプリンター 」を購入するということと、砂型3Dプリンティングの恩恵を実際に受けるということは、必ずしも同じではありません。設備投資が財務的に意味を持つのは、年間の金型製作量がある一定水準を超えた場合のみであり、所有に伴う諸費用をすべて考慮すれば、そのしきい値は紙面上で考えられるよりも低くなります。
ある年間製作量のしきい値を下回る場合は、通常、自社設備の保有よりも外部委託の方がコスト効率が高くなります。これにより、初期投資を回避しつつ、当該技術へのアクセスを維持できます。
損益分岐点の計算は、原則として単純です:
所有にかかる総コスト:ベンダーが積極的に提示しない数字
厳密な所有にかかる総コスト(TCO)分析には、購入価格を超えた間接コスト(保守、スペアパーツ、キャリブレーション、エネルギー消費、技術サポート、ダウンタイムによる損失、オペレーター訓練など)を含める必要があります。これらのコストは、購入時点においてしばしば過小評価されます。
粉塵の多い鋳造工場環境では、プリントヘッドの交換が必要になるケースは珍しくなく、1回の交換で35,000~70,000円の費用が発生します。これを年間の外部委託費用と比較すると、初めて導入を検討する顧客にとっては、その結果に驚くことが多いものです。
製造コスト分析から得られる一般的なガイドライン:安定的かつ予測可能な需要を生み出すボリューム閾値を下回る場合、外部調達はほぼ常に総コストが低くなります。需要が安定し、生産量が一貫して高く、かつその能力自体が企業のコアな競争優位性の源泉である場合にのみ、自社内での保有が経済的に優位となることが確実です。
年間300セット未満の金型セットを扱う小規模鋳造所(特に需要がプロジェクト単位で変動するなど、安定していない場合)では、外部調達の方が財務的に有利な選択です。
コミットメントなしで始めることは可能ですか?
鋳造所の年間生産量が設備の自社保有を正当化できないとしても、砂型3Dプリントを必要とする案件は実際に存在し、増加傾向にあるので、設備を時期尚早に購入するか、あるいはその仕事を断るという二者択一を迫られるべきではありません。
康碩社の「プリント・アズ・ア・サービス」モデルは、この課題を直接解決します。設備の購入は不要であり、オペレーターのトレーニング期間も不要、またプリントヘッドのメンテナンス負荷も発生しません。CADファイルをお送りいただければ、印刷・後処理済みの金型を納品いたします。標準納期は最短3~5営業日、緊急対応サービスもご用意しています。プロジェクト単位でのお支払いとなり、実際の鋳造要件に照らして結果をご評価いただき、長期契約への移行前にご利用規模を段階的に拡大できます。
どの機種がお客様の用途に適していますか?
3つのプラットフォームは、それぞれ異なるニーズに対応しています。KSS1800Bは大量の砂型製造を担い、最大1800 × 1000 × 700 mmの構築範囲を、最大360 L/hの速度で実現します。KS301Cは、酸化アルミニウム、ジルコニア、二酸化ケイ素などの材料を用いた複雑な小型部品向けに、±0.1 mmの高精度を実現するセラミック部品製造に特化しています。金属プラットフォームは、アルミニウムからニッケル基合金に至る各種合金を直接加工する金属部品製造に対応し、構造的信頼性を確保するため9トランスデューサー式超音波応力制御を採用しています。大量生産と高速製造には砂型、高精度にはセラミック、最終用途部品には金属——3つのプロセスが、1つの意思決定フレームワークで統合されています。

KS281MS(金属)
KS301C(セラミック)
KSS1800B(砂型)
契約前に確認すべき4つの砂型性能指標:仕様書には記載されていないポイント
鋳造所が購入を検討している段階において、サプライヤーが提供するカタログだけでは実情が十分に伝わりません。自社の部品形状を用いて、強度、透過性、崩壊性といった具体的な要件に適合するかどうかを、実際に印刷された金型で検証してください。引張強さ、ガス発生量、寸法精度、崩壊性の4つの指標について、実測データを要求しましょう。
砂型
1. 引張強さ
引張強さは基本的な指標です。クラクフ工科大学(AGH大学)によるピア・レビュー済みの研究によると、フラン系バインダーを1.6~1.8%、硬化剤を0.2%添加した条件下で、引張強さ2 MPaを超えることが確認されています。しかし、同論文の実験結果でも、砂粒径、バインダー種類、製造条件によって強さが大きく変動することが示されており、同一技術を用いても、一部の条件では0.80 MPaまで低下することが報告されています。
サプライヤーが最適条件下で得た仕様書上の数値は、貴社の機械・材料・部品形状において実際に得られる値とは一致しない可能性があります。サプライヤーのバインダーと砂の組み合わせではなく、貴社のバインダーと砂の組み合わせにおける試験結果を要求してください。
2. 気体発生
気体発生は強度と切り離して考えることはできません。バインダーの含有量は、型の強度と気体発生の両方に直接影響を与えます。バインダーが過剰になると、気孔が塞がれ、透過性が低下し、最終鋳物に気体欠陥が生じるリスクが高まります。
紙面上では強そうに見えても、実際の注湯温度下で過剰な気体を発生させる型は、むしろ欠陥を生み出すリスク要因であり、資産とは言えません。
3. 寸法精度
寸法精度については、マーケティング用語が最も多く使われ、また最も危険な領域です。カタログに記載された公差値は、厳密に制御された条件下でのみ達成されるものです。
例えば、康碩社のKSS1800Bは、1800 × 1000 × 700 mmの造形範囲において±0.3 mmの寸法精度を実現しています。これは、400 dpiの印刷解像度および0.3–0.6 mmの可変層厚を備えた、検証可能かつ量産レベルの仕様です。このような仕様が意味を持つのは、実際にご自身が製造予定の部品と類似した試験部品について、実測データによって裏付けられている場合のみです。ぜひ、ご自身の部品に近い形状の試験部品に関する実測結果をご確認ください。
4. 崩壊性
崩壊性は、4つの特性のうち最も一貫して見落とされがちなものであり、また、機能不全に陥った場合に最も運用コストが高くなる特性です。標準的な型の品質評価では、崩壊性試験を評価項目の中心的要素として含めており、この特性は鋳造後のシェイクアウト工程に要する労力および時間の量を直接決定します。
引張強度は高いが崩壊性が劣る型は、試験台上では非常に良好に見えても、実際には1回の鋳込みごとにシェイクアウト作業員に数時間の手作業を強いることになり、結果としてコスト増を招きます。
フランなどの有機系バインダーは、無機系バインダーと異なり高温下で強度を保持しないため、優れた崩壊性を示します。ただし、この特性は配合組成および工程条件に極めて敏感であり、単に引張強度のデータからその性能を推定することはできません。
調達チェックリスト
契約締結前に、サプライヤーに対し、お客様の実際のCADファイル、使用予定の鋳造合金およびバインダー系を用いてサンプルを印刷するよう依頼してください。上記4つの指標すべてを検証し、仕様書に記載された数値と結果を比較してください。
数値が一致すれば、信頼できるサプライヤーであることがわかります。一致しなければ、契約締結前に答えが得られます——初回の製造失敗の後ではなく。
参考文献

2010年に設立された康碩グループ(Kangshuo Group)は、重要なコンポーネント向けのスマート製造分野のパイオニアであり、中国工業情報化省より国家ハイテク企業および「リトルジャイアント」と認定されています。新材料、革新的プロセス、先進設備、グローバルな業界向けソリューションにおける当社の専門知識をご覧ください。
Copyright © 2026 Kangshuo Electric Group Co., Ltd. すべての権利を保有 プライバシーポリシー
