A impressora 3D de areia transforma a impressão 3D de areia em uma tecnologia de produção genuína para fundições de qualquer porte. O jateamento de ligante constrói moldes e núcleos de areia camada por camada diretamente a partir de arquivos CAD. Isso elimina a confecção tradicional de padrões e ferramentas, como caixas de núcleos.
Atualmente, plataformas industriais alcançam taxas de construção e volumes de impressão em grande formato que tornam a produção em lote de moldes e núcleos economicamente competitiva, com prazos de entrega curtos. Para fundições pequenas e de médio porte, essa mudança abre oportunidades de trabalho que anteriormente tinham de ser recusadas.
No entanto, a pergunta que a maioria das fundições formula rapidamente é se comprar uma impressora 3D de areia é a decisão correta para sua operação — ou se terceirizar para um serviço de impressão 3D para fundição faz mais sentido financeiro.
O Caso para Impressão 3D com Areia é Real — Mas Depende do Que Você Está Fundindo
Antes de analisar a decisão de comprar versus terceirizar, é útil esclarecer onde a impressão por jateamento de aglutinante realmente se justifica. Essa tecnologia transforma a capacidade de uma fundição de atender seus clientes: uma peça complexa que anteriormente exigia uma fila de ferramental de quatro a oito semanas pode ser fundida a partir de um molde impresso em 3D dentro de 72 horas após o recebimento do arquivo CAD. Essa vantagem de velocidade é mais decisiva em três cenários: fundições de protótipos e ensaios, nos quais são esperadas alterações de projeto; geometrias internas complexas, nas quais a montagem convencional de núcleos exigiria várias peças coladas entre si; e séries de produção de baixo a médio volume, nas quais a amortização do ferramental torna os padrões tradicionais economicamente inviáveis.
Em termos de custos totais, a impressão 3D é sempre a alternativa mais econômica em comparação com processos convencionais até um determinado tamanho de lote, pois elimina os custos com ferramentas. Quanto menor o tamanho do lote e maior a complexidade geométrica, maior será a vantagem de custo. Essa tecnologia não substitui ferramentas de alta produção para séries em massa — mas representa uma melhoria estrutural para o tipo de trabalho que fundições menores cada vez mais são solicitadas a orçar.
A Questão do Limiar de Volume que a Maioria das Fundições Ignora
É aqui que a decisão se torna mais difícil. Adquirir uma impressora 3D de areia não equivale a obter benefícios da impressão 3D em areia. O investimento em equipamentos só faz sentido financeiramente acima de um determinado volume anual de moldes — e esse limiar é menor do que parece à primeira vista, considerando-se todos os custos associados à propriedade do equipamento.
Abaixo de um determinado limiar de volume anual, terceirizar normalmente é mais rentável do que adquirir equipamentos próprios. Isso elimina o investimento de capital, mantendo ainda assim o acesso à tecnologia.
O cálculo do ponto de equilíbrio é simples, em princípio:
Custo Total de Propriedade: Os Números que os Fornecedores Não Divulgam Espontaneamente
Uma análise rigorosa do custo total de propriedade deve incluir custos indiretos além do preço de compra: manutenção, peças de reposição, calibração, consumo de energia, suporte técnico, perdas decorrentes de paralisações e treinamento de operadores. Esses custos são rotineiramente subestimados no momento da aquisição.
Um evento de substituição de cabeça de impressão — não incomum em um ambiente de fundição empoeirado — pode custar ¥35.000–70.000 por ocorrência. Compare esse valor com os gastos anuais com terceirização, e os cálculos frequentemente surpreendem compradores de primeira viagem.
Uma orientação geral proveniente da análise de custos de fabricação: abaixo de um limiar de volume que gere demanda estável e previsível, a terceirização quase sempre implica um custo total menor. Somente quando a demanda é estável, os volumes são consistentemente altos e a capacidade em si constitui um diferencial competitivo essencial é que a propriedade interna se mostra, de forma confiável, economicamente vantajosa.
Para a maioria das fundições pequenas que produzem menos de 300 conjuntos de moldes por ano — especialmente quando a demanda é impulsionada por projetos, em vez de ser estável — a terceirização representa a decisão financeira mais adequada.
Existe uma maneira de começar sem compromisso?
Se o volume anual de uma fundição não justifica a propriedade de equipamentos, mas os trabalhos que exigem impressão 3D em areia são reais e crescentes, a resposta não é adquirir equipamentos prematuramente nem recusar os trabalhos.
O modelo de impressão como serviço da Kangshuo resolve isso diretamente. Não há necessidade de comprar equipamentos, nem curva de aprendizado para operadores, nem custos com manutenção de cabeças de impressão. Envie seus arquivos CAD e receba moldes impressos e pós-processados — com prazo padrão tão rápido quanto 3 a 5 dias úteis, além de serviços expressos disponíveis. Você paga por projeto, avalia os resultados conforme suas exigências reais de fundição e amplia o uso antes de assumir qualquer compromisso de longo prazo.
Qual máquina atende à sua aplicação?
As três plataformas atendem necessidades distintas. A KSS1800B lida com a produção em grande volume de moldes de areia — volumes de construção de até 1800 × 1000 × 700 mm, com vazão de até 360 L/h. A KS301C destina-se a componentes cerâmicos de precisão, com exatidão de ±0,1 mm, adequada para peças pequenas e complexas em alumina, zircônia ou óxido de silício. A plataforma metálica aborda a produção direta de peças metálicas em ligas que vão do alumínio às baseadas em níquel, com controle ultrassônico de tensão por nove transdutores para garantir a integridade estrutural. Areia para volume e velocidade; cerâmica para precisão; metal para peças de uso final — três processos, um único quadro decisório.

KS281MS (Metal)
KS301C (Cerâmicas)
KSS1800B (Areia)
O que testar antes de assinar: quatro indicadores de desempenho de moldes de areia que as fichas técnicas não informam
Para fundições prontas para comprar, os folhetos dos fornecedores não contam toda a história. Verifique os moldes impressos em relação aos seus requisitos específicos de resistência, permeabilidade e colapsibilidade, utilizando suas próprias geometrias de peças. Exija resultados de testes em quatro indicadores: resistência à tração, evolução de gás, precisão dimensional e colapsibilidade.
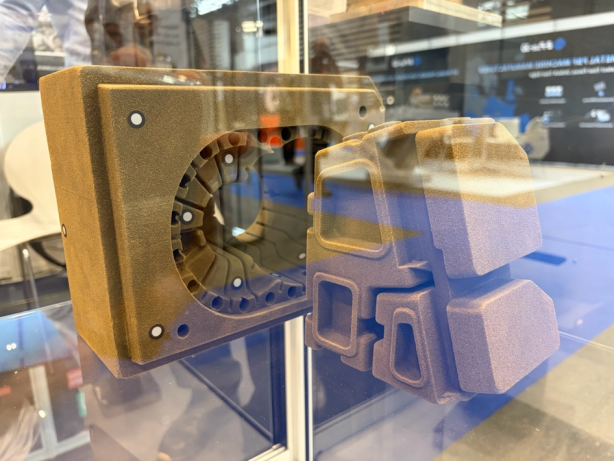
Molde de Areia
1. Resistência à Tração
A resistência à tração é o parâmetro básico. Pesquisas revisadas por pares da Universidade AGH de Cracóvia confirmam que, com um teor de ligante furânico de 1,6–1,8% e 0,2% de agente endurecedor, é possível alcançar uma resistência à tração superior a 2 MPa. Contudo, os próprios resultados experimentais desse artigo mostram que essa resistência varia significativamente conforme o tamanho dos grãos de areia, o tipo de ligante e os parâmetros do processo — com algumas configurações produzindo valores tão baixos quanto 0,80 MPa, mesmo com a mesma tecnologia.
Um valor constante na ficha técnica, obtido sob condições ideais do fornecedor, pode não refletir o que sua máquina produz com seus materiais e na sua geometria específica. Solicite resultados de testes com sua combinação específica de ligante e areia, e não com a do fornecedor.
2. Evolução de Gás
A evolução de gás não pode ser dissociada da resistência. O teor de aglutinante influencia diretamente tanto a resistência do molde quanto a evolução de gás; um excesso de aglutinante bloqueia os poros, reduz a permeabilidade e aumenta o risco de defeitos causados por gás na peça fundida final.
Um molde que parece resistente no papel, mas gera gás em excesso à temperatura de vazamento utilizada, representa um risco gerador de defeitos, e não um ativo.
3. Precisão Dimensional
A precisão dimensional é o campo em que a linguagem de marketing é mais comum — e mais perigosa. As tolerâncias indicadas em folhetos são obtidas sob condições controladas.
O KSS1800B da Kangshuo, por exemplo, alcança ±0,3 mm em um volume de construção de 1800 × 1000 × 700 mm — uma especificação verificável e adequada para produção, com resolução de impressão de 400 dpi e espessura ajustável de camada entre 0,3–0,6 mm. Esse tipo de especificação só é significativo quando respaldado por resultados de testes em peças semelhantes às que você realmente imprimirá. Peça para visualizá-la em uma peça semelhante à sua.
4. Colapsibilidade
A colapsibilidade é a característica mais frequentemente negligenciada das quatro — e a que gera os maiores custos operacionais quando falha. A avaliação padrão da qualidade dos moldes inclui testes de colapsibilidade como um elemento essencial do conjunto de avaliações; a colapsibilidade determina diretamente quanto tempo e esforço manual são necessários na etapa de desmoldagem após a fundição.
Um molde com classificação alta em resistência à tração, mas baixa em colapsibilidade, pode apresentar excelente desempenho em testes de bancada e, ainda assim, custar à sua equipe de desmoldagem várias horas de trabalho manual por vazamento.
Ligantes orgânicos, como o furano, não mantêm sua resistência em temperaturas elevadas da mesma forma que os ligantes inorgânicos, o que lhes confere boa colapsibilidade — contudo, essa propriedade é altamente sensível às variáveis de formulação e processo, não podendo ser presumida exclusivamente com base em dados de resistência à tração.
Lista de Verificação para Compras
Antes de assinar, peça ao fornecedor que imprima uma amostra utilizando seu arquivo CAD real, sua liga de fundição e seu sistema de ligante pretendido. Teste os quatro indicadores. Compare os resultados com as informações constantes da ficha técnica.
Se os números coincidirem, você terá um fornecedor confiável. Se não coincidirem, você já terá a resposta antes da assinatura do contrato — e não após a primeira falha na produção.
Referências

Fundado em 2010, o Grupo Kangshuo é pioneiro na fabricação inteligente de componentes críticos, reconhecido como Empresa Nacional de Alta Tecnologia e uma "Pequena Gigante" pelo Ministério da Indústria e Tecnologia da Informação da China. Descubra nossa expertise em novos materiais, processos inovadores, equipamentos avançados e soluções personalizadas para indústrias globais.
Edifício da Fábrica H-1, Parque Industrial Mingshan, Zona de Desenvolvimento Econômico e Tecnológico Gaoping, Cidade de Jincheng, Província de Shanxi, China.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. Todos os direitos reservados Política de Privacidade
