A printer 3D pasir mengubah pencetakan 3D pasir menjadi teknologi produksi nyata bagi pengecoran dalam berbagai ukuran. Jet pengikat membangun cetakan dan inti pasir lapis demi lapis secara langsung dari file CAD. Ini menghilangkan proses pembuatan pola dan perkakas tradisional seperti kotak inti.
Platform industri kini telah mencapai laju pembangunan dan ruang format besar yang membuat produksi massal cetakan dan inti secara ekonomis kompetitif dengan waktu tunggu singkat. Bagi pengecoran kecil dan menengah, pergeseran ini membuka peluang kerja yang sebelumnya harus mereka tolak.
Namun, pertanyaan yang paling cepat muncul di benak kebanyakan pengecoran adalah apakah membeli sebuah printer 3D pasir adalah langkah tepat untuk operasi mereka—atau apakah mengalihdayakan ke layanan pencetakan 3D untuk pengecoran lebih masuk akal secara finansial.
Alasan Penggunaan Pencetakan 3D Pasir Memang Nyata — Namun Bergantung pada Jenis Coran yang Anda Hasilkan
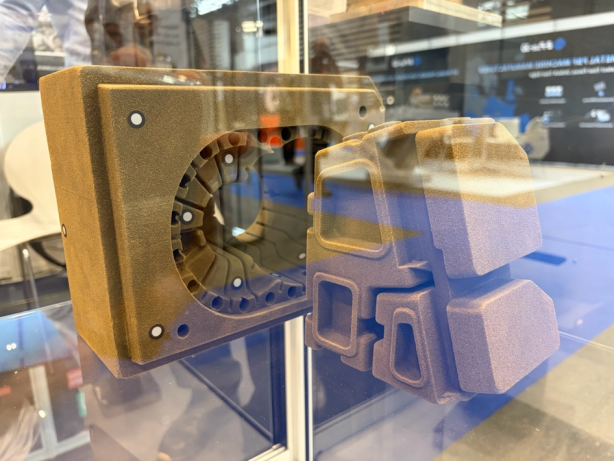
Sebelum memutuskan antara membeli atau mengalihdayakan, penting untuk memahami secara jelas di mana teknologi binder jetting benar-benar menunjukkan nilai uniknya. Teknologi ini mengubah kemampuan sebuah pengecoran dalam melayani pelanggan: suatu komponen kompleks yang sebelumnya memerlukan antrian peralatan selama 4 hingga 8 minggu kini dapat dicor dari cetakan hasil pencetakan 3D dalam waktu 72 jam setelah menerima berkas CAD. Keunggulan kecepatan ini paling menentukan dalam tiga skenario: (1) coran prototipe dan uji coba di mana perubahan desain diperkirakan akan terjadi; (2) geometri internal yang kompleks di mana perakitan inti konvensional memerlukan beberapa bagian yang direkatkan bersama; serta (3) produksi dalam volume rendah hingga menengah di mana amortisasi biaya peralatan membuat pola tradisional tidak lagi layak secara ekonomis.
Dari segi biaya keseluruhan, pencetakan 3D selalu merupakan alternatif yang lebih ekonomis dibandingkan proses konvensional hingga ukuran lot tertentu, karena biaya alat tidak diperlukan. Semakin kecil ukuran lot dan semakin tinggi kompleksitas geometrisnya, semakin besar keuntungan biayanya. Teknologi ini tidak menggantikan pembuatan cetakan berkapasitas tinggi untuk produksi massal—namun bagi pekerjaan yang semakin sering diminta dikutip oleh pengecoran kecil, teknologi ini merupakan peningkatan struktural.
Pertanyaan Ambang Batas Volume yang Sering Diabaikan oleh Sebagian Besar Pengecoran
Di sinilah keputusan menjadi lebih sulit. Membeli sebuah printer 3D pasir tidak sama dengan memperoleh manfaat dari pencetakan 3D pasir. Investasi peralatan hanya masuk akal secara finansial di atas volume cetakan tahunan tertentu—dan ambang batas tersebut lebih rendah daripada yang terlihat di atas kertas, begitu semua aspek kepemilikan dipertimbangkan.
Di bawah ambang batas volume tahunan tertentu, outsourcing biasanya lebih hemat biaya dibandingkan memiliki peralatan sendiri. Hal ini menghilangkan kebutuhan investasi modal sekaligus tetap memberikan akses ke teknologi tersebut.
Perhitungan titik impas secara prinsip sederhana:
Total Biaya Kepemilikan: Angka-Angka yang Tidak Diberikan Secara Sukarela oleh Vendor
Analisis total biaya kepemilikan yang ketat harus mencakup biaya tidak langsung di luar harga pembelian: pemeliharaan, suku cadang, kalibrasi, konsumsi energi, dukungan teknis, kerugian akibat waktu henti, serta pelatihan operator. Biaya-biaya ini sering kali diremehkan pada saat pembelian.
Peristiwa penggantian head cetak—yang cukup umum terjadi di lingkungan pengecoran yang berdebu—dapat menelan biaya ¥35.000–70.000 per kejadian. Bandingkan angka ini dengan pengeluaran tahunan untuk outsourcing, dan hasil perhitungannya sering kali mengejutkan pembeli pertama kali.
Pedoman umum dari analisis biaya manufaktur: di bawah ambang batas volume yang menghasilkan permintaan stabil dan dapat diprediksi, pengalihan kerja ke pihak ketiga (outsourcing) hampir selalu menghasilkan total biaya yang lebih rendah. Kepemilikan internal hanya secara konsisten menguntungkan secara ekonomis ketika permintaan stabil, volume secara konsisten tinggi, dan kemampuan tersebut merupakan pembeda kompetitif inti.
Bagi sebagian besar pengecoran kecil yang memproses kurang dari 300 set cetakan per tahun—terutama jika permintaannya berbasis proyek, bukan stabil—pengalihan kerja ke pihak ketiga (outsourcing) merupakan keputusan finansial yang lebih baik.
Adakah Cara Memulai Tanpa Komitmen?
Jika volume tahunan suatu pengecoran tidak membenarkan kepemilikan peralatan, tetapi pekerjaan yang memerlukan pencetakan 3D pasir nyata dan terus berkembang, jawabannya bukan membeli peralatan terlalu dini atau menolak pekerjaan tersebut.
Model layanan cetak sebagai layanan (printing-as-a-service) Kangshuo menyelesaikan masalah ini secara langsung. Tidak diperlukan pembelian peralatan, tidak ada kurva pelatihan operator, dan tidak ada beban pemeliharaan kepala cetak. Kirimkan file CAD Anda; terima cetakan cetak dan cetakan pasca-pemrosesan—dengan waktu penyelesaian standar secepat 3 hingga 5 hari kerja, serta layanan ekspres tersedia. Anda membayar per proyek, mengevaluasi hasilnya berdasarkan kebutuhan pengecoran aktual Anda, dan meningkatkan penggunaan sebelum berkomitmen pada jangka waktu yang lebih panjang.
Mesin Mana yang Sesuai dengan Aplikasi Anda?
Ketiga platform tersebut memenuhi kebutuhan yang berbeda. KSS1800B menangani produksi cetakan pasir dalam volume besar—dengan dimensi maksimal 1800 × 1000 × 700 mm dan laju pembuatan hingga 360 L/jam. KS301C ditujukan untuk komponen keramik presisi dengan akurasi ±0,1 mm, cocok untuk bagian kecil berbentuk kompleks dari bahan alumina, zirkonia, atau silikon oksida. Platform logam dirancang khusus untuk produksi langsung komponen logam dalam berbagai paduan, mulai dari aluminium hingga berbasis nikel, dilengkapi kontrol tegangan ultrasonik bertransduser sembilan guna menjamin integritas struktural. Pasir untuk volume dan kecepatan; keramik untuk presisi; logam untuk komponen siap pakai—tiga proses, satu kerangka keputusan.

KS281MS (Logam)
KS301C (Keramik)
KSS1800B (Pasir)
Apa yang Harus Diuji Sebelum Anda Menandatangani: Empat Indikator Kinerja Cetakan Pasir yang Tidak Dijelaskan dalam Spesifikasi Teknis
Bagi pengecoran yang siap membeli, brosur vendor tidak menceritakan keseluruhan kisahnya. Verifikasi cetakan yang dicetak terhadap persyaratan spesifik Anda mengenai kekuatan, permeabilitas, dan kemampuan kolaps menggunakan geometri komponen Anda sendiri. Tuntut hasil pengujian terhadap empat indikator: kekuatan tarik, evolusi gas, akurasi dimensi, dan kemampuan kolaps.
Cetakan Pasir
1. Kekuatan Tarik
Kekuatan tarik merupakan dasar utama. Penelitian yang telah ditinjau sejawat dari Universitas AGH Krakow menegaskan bahwa pada kandungan pengikat furan 1,6–1,8% dengan agen pengeras 0,2%, kekuatan tarik lebih dari 2 MPa dapat dicapai. Namun, hasil eksperimen dalam makalah yang sama menunjukkan bahwa kekuatan bervariasi secara signifikan tergantung pada ukuran butir pasir, jenis pengikat, dan parameter proses—dengan beberapa konfigurasi menghasilkan kekuatan serendah 0,80 MPa meskipun menggunakan teknologi yang sama.
Nilai lembar spesifikasi yang dihasilkan dalam kondisi optimal vendor mungkin tidak mencerminkan apa yang dihasilkan mesin Anda dengan bahan dan geometri spesifik Anda. Minta hasil pengujian untuk kombinasi pengikat dan pasir Anda, bukan milik mereka.
2. Evolusi Gas
Evolusi gas tidak dapat dipisahkan dari kekuatan. Kandungan pengikat secara langsung memengaruhi baik kekuatan cetakan maupun evolusi gas; pengikat berlebihan menghalangi pori-pori, mengurangi permeabilitas, dan meningkatkan risiko cacat akibat gas pada coran akhir.
Cetakan yang tampak kuat secara teoretis namun menghasilkan gas berlebihan pada suhu penuangan Anda merupakan beban yang menimbulkan cacat, bukan aset.
3. Akurasi Dimensi
Akurasi dimensi adalah area di mana bahasa pemasaran paling umum dan paling berbahaya. Toleransi yang tercantum dalam brosur dicapai dalam kondisi terkendali.
Kangshuo KSS1800B, misalnya, mencapai ±0,3 mm di seluruh ruang bangun sebesar 1800 × 1000 × 700 mm — spesifikasi tingkat produksi yang dapat diverifikasi dengan resolusi cetak 400 dpi dan ketebalan lapisan yang dapat disesuaikan antara 0,3–0,6 mm. Spesifikasi semacam ini bermakna ketika didukung oleh hasil pengujian pada komponen yang mirip dengan komponen yang benar-benar akan Anda cetak. Minta untuk melihatnya pada komponen yang bentuknya mirip dengan milik Anda.
4. Kemampuan Kolaps
Kolapsibilitas adalah sifat yang paling sering diabaikan dari keempat sifat tersebut—dan paling berbiaya secara operasional ketika gagal. Penilaian kualitas cetakan standar mencakup uji kolapsibilitas sebagai elemen inti dalam rangkaian evaluasi; kolapsibilitas secara langsung menentukan seberapa banyak tenaga kerja dan waktu yang dibutuhkan proses shakeout setelah pengecoran.
Cetakan yang dinilai tinggi kekuatan tariknya tetapi buruk kolapsibilitasnya dapat tampak sangat baik pada meja uji, namun kemudian membebani tim shakeout Anda dengan jam-jam kerja manual per kali pengecoran.
Pengikat organik seperti furan tidak mempertahankan kekuatan pada suhu tinggi sebagaimana dilakukan pengikat anorganik, sehingga memberikan kolapsibilitas yang baik—namun sifat ini sangat sensitif terhadap formulasi dan variabel proses, serta tidak dapat diasumsikan hanya berdasarkan data kekuatan tarik.
Daftar Periksa Pengadaan
Sebelum menandatangani kontrak, mintalah vendor mencetak sampel menggunakan file CAD aktual milik Anda, paduan coran Anda, dan sistem pengikat yang Anda rencanakan. Uji keempat indikator tersebut. Bandingkan hasilnya dengan informasi yang tercantum dalam lembar spesifikasi.
Jika angka-angkanya selaras, Anda memiliki pemasok yang dapat dipercaya. Jika tidak, Anda sudah mendapatkan jawabannya sebelum kontrak ditandatangani—bukan setelah kegagalan produksi pertama.
Referensi

Berdiri pada tahun 2010, Kangshuo Group merupakan pelopor dalam manufaktur cerdas untuk komponen kritis, diakui sebagai Perusahaan Teknologi Tinggi Nasional dan "Little Giant" oleh Kementerian Industri dan Teknologi Informasi Tiongkok. Jelajahi keahlian kami dalam material baru, proses inovatif, peralatan canggih, serta solusi terkustomisasi untuk industri global.
Gedung Pabrik H-1, Taman Industri Mingshan, Zona Pengembangan Ekonomi dan Teknologi Gaoping, Kota Jincheng, Provinsi Shanxi, Tiongkok.
Hak Cipta © 2026 Kangshuo Electric Group Co., Ltd. Semua hak dilindungi Kebijakan Privasi
