A imprimante 3D pour sable transforme l’impression 3D en sable en une véritable technologie de production pour les fonderies de toute taille. Le procédé par jet de liant construit couche par couche des moules et des noyaux en sable directement à partir de fichiers CAO. Cela élimine la fabrication traditionnelle de modèles et d’outillages tels que les boîtes à noyaux.
Les plateformes industrielles atteignent désormais des vitesses de construction et des volumes de fabrication suffisants pour rendre économiquement compétitive la production par lots de moules et de noyaux, même avec des délais très courts. Pour les petites et moyennes fonderies, cette évolution leur permet de traiter des commandes qu’elles étaient auparavant contraintes de refuser.
Mais la question à laquelle la plupart des fonderies arrivent rapidement est de savoir si l’achat d’une imprimante 3D pour sable est la bonne décision pour leur activité — ou si la sous-traitance à un service d’impression 3D pour fonderies présente un meilleur rapport coût-efficacité.
Le cas en faveur de l’impression 3D sur sable est réel — mais il dépend de la pièce que vous moulez
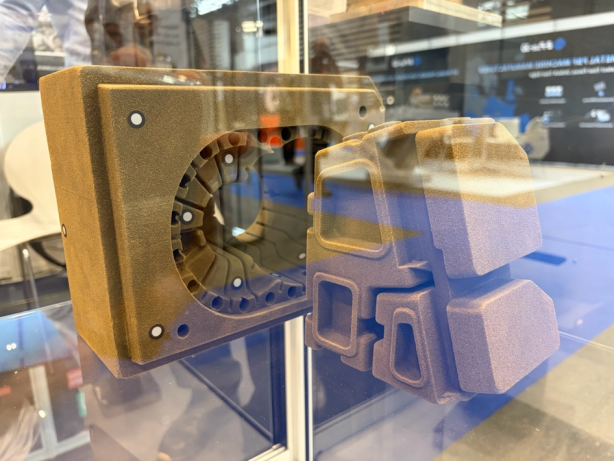
Avant d’aborder la décision d’acheter ou de sous-traiter, il est utile de bien comprendre les cas où le frittage par liant justifie pleinement sa place. Cette technologie transforme la capacité d’une fonderie à répondre aux besoins de ses clients : une pièce complexe qui nécessitait auparavant une attente de 4 à 8 semaines pour la fabrication des outillages peut désormais être coulée à partir d’un moule imprimé en 3D dans les 72 heures suivant la réception du fichier CAO. Cet avantage en termes de rapidité se révèle décisif dans trois situations : les prototypes et les coulées d’essai, pour lesquels des modifications de conception sont prévues ; les géométries internes complexes, où l’assemblage conventionnel de noyaux exigerait plusieurs pièces collées ensemble ; et les séries de production de faible à moyenne importance, pour lesquelles l’amortissement des outillages rend économiquement non viables les modèles traditionnels.
En termes de coûts globaux, l’impression 3D constitue toujours l’alternative la plus économique aux procédés conventionnels jusqu’à une certaine taille de série, car les coûts liés aux outillages sont éliminés. Plus la taille de la série est réduite et plus la complexité géométrique est élevée, plus l’avantage en coûts est important. Cette technologie ne remplace pas les outillages à haut volume destinés à la production de masse, mais elle constitue une amélioration structurelle pour les travaux dont les petites fonderies sont de plus en plus souvent chargées de fournir des devis.
La question du seuil de volume que la plupart des fonderies négligent
C’est ici que la décision devient plus difficile. Acquérir un imprimante 3D pour sable n’équivaut pas à tirer pleinement profit de l’impression 3D sur sable. L’investissement dans l’équipement n’est rentable qu’au-delà d’un certain volume annuel de moules — et ce seuil est plus bas qu’il n’y paraît sur le papier, dès lors que l’on prend en compte tous les éléments liés à la propriété de l’équipement.
En dessous d’un certain seuil de volume annuel, l’externalisation est généralement plus rentable que la possession d’un équipement. Elle élimine l’investissement en capital tout en permettant tout de même d’accéder à la technologie.
Le calcul du seuil de rentabilité est, en principe, simple :
Coût total de possession : les chiffres que les fournisseurs ne communiquent pas spontanément
Une analyse rigoureuse du coût total de possession doit inclure les coûts indirects qui vont au-delà du prix d’achat : maintenance, pièces détachées, étalonnage, consommation énergétique, assistance technique, pertes dues aux temps d’arrêt et formation des opérateurs. Ces coûts sont systématiquement sous-estimés au moment de l’achat.
Le remplacement d’une tête d’impression — événement fréquent dans un environnement poussiéreux tel qu’une fonderie — peut coûter entre 35 000 et 70 000 ¥ par incident. Comparez ce montant aux dépenses annuelles liées à l’externalisation, et les calculs surprennent souvent les acheteurs novices.
Une ligne directrice générale issue de l’analyse des coûts de fabrication : en dessous d’un seuil de volume générant une demande stable et prévisible, l’externalisation entraîne presque systématiquement un coût total inférieur. Ce n’est que lorsque la demande est stable, les volumes sont régulièrement élevés et que la capacité elle-même constitue un facteur différenciant stratégique essentiel que la maîtrise interne s’avère économiquement plus avantageuse.
Pour la plupart des petites fonderies produisant moins de 300 jeux de moules par an — notamment lorsque la demande dépend de projets spécifiques plutôt que d’une activité stable — l’externalisation constitue la décision financière la plus judicieuse.
Existe-t-il un moyen de démarrer sans engagement ?
Si le volume annuel d’une fonderie ne justifie pas la propriété d’équipements, mais que les travaux nécessitant l’impression 3D de sable sont réels et en croissance, la solution ne consiste ni à acquérir prématurément du matériel, ni à refuser ces travaux.
Le modèle d’impression en tant que service de Kangshuo résout directement ce problème. Aucun achat d’équipement, aucune courbe d’apprentissage pour les opérateurs et aucune maintenance des têtes d’impression à assumer. Envoyez vos fichiers CAO ; recevez des moules imprimés et post-traités — avec un délai standard aussi rapide que 3 à 5 jours ouvrables, et des services accélérés disponibles. Vous payez par projet, évaluez les résultats en fonction de vos besoins réels en fonderie, puis augmentez progressivement votre utilisation avant de vous engager sur une durée plus longue.
Quelle machine convient à votre application ?
Les trois plateformes répondent à des besoins distincts. La KSS1800B est conçue pour la production à grande échelle de moules en sable — elle permet des volumes de construction allant jusqu’à 1800 × 1000 × 700 mm, à un débit pouvant atteindre 360 L/h. La KS301C est destinée à la fabrication de composants céramiques de haute précision, avec une exactitude de ±0,1 mm, adaptée aux pièces complexes de petite taille en alumine, en zircone ou en oxyde de silicium. La plateforme métallique permet la fabrication directe de pièces métalliques dans divers alliages, de l’aluminium aux alliages à base de nickel, et intègre un contrôle ultrasonore des contraintes à neuf transducteurs afin d’assurer l’intégrité structurelle. Le sable pour le volume et la vitesse ; la céramique pour la précision ; le métal pour les pièces destinées à un usage final — trois procédés, un seul cadre décisionnel.

KS281MS (Métal)
KS301C (Céramique)
KSS1800B (Sable)
Ce qu’il faut tester avant de signer : quatre indicateurs de performance des moules en sable que les fiches techniques ne mentionnent pas
Pour les fonderies prêtes à acheter, les brochures des fournisseurs ne racontent pas toute l’histoire. Vérifiez les moules imprimés par rapport à vos exigences spécifiques en matière de résistance, de perméabilité et de collapsibilité, en utilisant vos propres géométries de pièces. Exigez des résultats d’essai sur quatre indicateurs : la résistance à la traction, l’évolution des gaz, la précision dimensionnelle et la collapsibilité.
Moulage sur sable
1. Résistance à la traction
La résistance à la traction constitue le critère de base. Des recherches évaluées par des pairs menées à l’Université AGH de Cracovie confirment qu’avec une teneur en liant furan comprise entre 1,6 % et 1,8 % et un agent durcisseur à 0,2 %, il est possible d’atteindre une résistance à la traction supérieure à 2 MPa. Toutefois, les résultats expérimentaux présentés dans ce même article montrent que cette résistance varie considérablement selon la granulométrie du sable, le type de liant et les paramètres du procédé — certaines configurations produisant, dans le cadre de la même technologie, une résistance aussi faible que 0,80 MPa.
Une valeur indiquée sur une fiche technique, obtenue dans des conditions optimales définies par le fournisseur, ne reflète pas nécessairement les performances de votre machine utilisant vos matériaux et votre géométrie spécifique. Exigez des résultats d’essai obtenus avec votre combinaison spécifique de liant et de sable, et non avec celle du fournisseur.
2. Évolution des gaz
L'évolution des gaz ne peut être dissociée de la résistance. La teneur en liant influence directement à la fois la résistance du moule et l'évolution des gaz ; un excès de liant obstrue les pores, réduit la perméabilité et augmente le risque de défauts liés aux gaz dans la pièce moulée finale.
Un moule qui paraît résistant sur le papier mais qui génère des quantités excessives de gaz à votre température de coulée constitue un facteur de défaut, et non un atout.
3. Précision dimensionnelle
La précision dimensionnelle est le domaine où le langage marketing est le plus courant — et le plus dangereux. Les tolérances indiquées dans les brochures sont obtenues dans des conditions contrôlées.
Le KSS1800B de Kangshuo, par exemple, atteint une précision de ±0,3 mm sur un volume de construction de 1800 × 1000 × 700 mm — une spécification vérifiable, adaptée à la production, avec une résolution d'impression de 400 dpi et une épaisseur de couche réglable entre 0,3 et 0,6 mm. Ce type de spécification revêt une réelle signification lorsqu’il est étayé par des résultats d’essais effectués sur des pièces similaires à celles que vous imprimerez réellement. Demandez à en voir la démonstration sur une pièce ressemblant à la vôtre.
4. Effondrabilité
La collapsibilité est le critère le plus régulièrement négligé des quatre — et le plus coûteux sur le plan opérationnel lorsqu’il fait défaut. L’évaluation standard de la qualité des moules inclut des essais de collapsibilité comme élément fondamental de la suite d’essais ; la collapsibilité détermine directement la quantité de main-d’œuvre et de temps nécessaires à l’opération de démoulage après coulée.
Un moule dont la résistance à la traction est élevée, mais dont la collapsibilité est médiocre, peut paraître excellent sur un banc d’essai, puis coûter à votre équipe de démoulage plusieurs heures de travail manuel par coulée.
Les liants organiques, tels que la furane, ne conservent pas leur résistance aux températures élevées de la même manière que les liants inorganiques, ce qui confère justement leur bonne collapsibilité — toutefois cette propriété est très sensible aux formulations et aux paramètres du procédé, et ne peut en aucun cas être déduite uniquement des données relatives à la résistance à la traction.
La liste de contrôle pour les achats
Avant de signer, demandez au fournisseur d’imprimer un échantillon en utilisant votre fichier CAO réel, votre alliage de fonderie et votre système de liant prévu. Évaluez les quatre indicateurs. Comparez les résultats obtenus aux valeurs indiquées sur la fiche technique.
Si les chiffres concordent, vous avez un fournisseur digne de confiance. S’ils ne concordent pas, vous obtenez votre réponse avant la signature du contrat — et non après le premier échec de production.
Références

Fondé en 2010, le groupe Kangshuo est un pionnier dans la fabrication intelligente de composants critiques, reconnu comme Entreprise nationale high-tech et classé « Petite Géante » par le ministère chinois de l'Industrie et des Technologies de l'information. Découvrez notre expertise en nouveaux matériaux, procédés innovants, équipements avancés et solutions sur mesure destinées aux industries mondiales.
Bâtiment de l'usine H-1, parc industriel Mingshan, zone économique et technologique de Gaoping, ville de Jincheng, province du Shanxi, Chine.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. Tous droits réservés Politique de confidentialité
