एक रेत 3D प्रिंटर रेत 3D प्रिंटिंग को किसी भी आकार की फाउंड्री के लिए एक वास्तविक उत्पादन प्रौद्योगिकी में बदल देता है। बाइंडर जेटिंग सीधे CAD फ़ाइलों से रेत के मॉल्ड और कोर को परत-दर-परत बनाता है। इससे पारंपरिक पैटर्न-निर्माण और कोर बॉक्स जैसे टूलिंग की आवश्यकता समाप्त हो जाती है।
औद्योगिक प्लेटफ़ॉर्म अब ऐसी निर्माण दरें और बड़े प्रारूप वाले एन्वेलप तक पहुँच गए हैं, जो मॉल्ड और कोर के बैच उत्पादन को छोटे नेतृत्व समय में आर्थिक रूप से प्रतिस्पर्धी बना देते हैं। छोटी और मध्यम आकार की फाउंड्री के लिए, यह परिवर्तन उन कार्यों को संभव बना देता है जिन्हें वे पहले अस्वीकार करने के लिए विवश थे।
लेकिन अधिकांश फाउंड्री जल्दी ही इस प्रश्न पर पहुँच जाती हैं कि क्या रेत 3D प्रिंटर उनके संचालन के लिए सही कदम है — या क्या एक फाउंड्री 3D प्रिंटिंग सेवा में आउटसोर्स करना वित्तीय रूप से अधिक समझदारी भरा है।
रेत के 3D मुद्रण के पक्ष में तर्क वास्तविक है — लेकिन यह आपके द्वारा किस चीज़ को ढलवाने के आधार पर निर्भर करता है
खरीदने बनाम बाहरी स्रोत से प्राप्त करने के निर्णय पर जाने से पहले, यह स्पष्ट करना उपयोगी होता है कि बाइंडर जेटिंग तकनीक वास्तव में कहाँ अपनी जगह सुरक्षित करती है। यह तकनीक एक फाउंड्री की ग्राहकों की सेवा करने की क्षमता को बदल देती है: एक जटिल भाग जिसके लिए पहले 4 से 8 सप्ताह की टूलिंग कतार की आवश्यकता होती थी, उसे CAD फ़ाइल प्राप्त करने के 72 घंटों के भीतर 3D-मुद्रित ढालवान छाँचे से ढलवाया जा सकता है। इस गति का लाभ तीन परिदृश्यों में सबसे निर्णायक होता है: प्रोटोटाइप और परीक्षण ढलवान, जहाँ डिज़ाइन में परिवर्तन की अपेक्षा की जाती है; जटिल आंतरिक ज्यामिति, जहाँ पारंपरिक कोर असेंबली के लिए कई टुकड़ों को एक साथ चिपकाने की आवश्यकता होती है; और कम से मध्यम मात्रा के उत्पादन चक्र, जहाँ टूलिंग का अपलिखन करने से पारंपरिक पैटर्न आर्थिक रूप से अव्यावहारिक हो जाते हैं।
कुल लागत के संदर्भ में, 3D मुद्रण हमेशा पारंपरिक प्रक्रियाओं की तुलना में एक निश्चित बैच आकार तक अधिक आर्थिक विकल्प होता है, क्योंकि टूल की लागत समाप्त हो जाती है। बैच आकार जितना छोटा होगा और ज्यामितीय जटिलता जितनी अधिक होगी, लागत में लाभ उतना ही बड़ा होगा। यह प्रौद्योगिकि द्रव्यमान उत्पादन के लिए उच्च-मात्रा वाले टूलिंग को प्रतिस्थापित नहीं करती है — लेकिन छोटी फाउंड्रियों को जो कार्य बढ़ती मांग के साथ उद्धृत करने के लिए कहा जाता है, उसके लिए यह एक संरचनात्मक सुधार है।
वॉल्यूम थ्रेशोल्ड प्रश्न जिसे अधिकांश फाउंड्री छोड़ देती हैं
यहाँ निर्णय लेना कठिन हो जाता है। एक रेत 3D प्रिंटर खरीदना रेत-आधारित 3D मुद्रण के लाभ प्राप्त करने के समान नहीं है। उपकरण के निवेश का वित्तीय लाभ केवल एक निश्चित वार्षिक ढाल आयतन के ऊपर ही होता है — और यह थ्रेशोल्ड कागज पर जो लगता है, उससे कम है, जब आप स्वामित्व के साथ आने वाली सभी चीजों को ध्यान में रखते हैं।
एक निश्चित वार्षिक आयतन थ्रेशोल्ड के नीचे, आउटसोर्सिंग आमतौर पर उपकरण के स्वामित्व की तुलना में अधिक लागत-प्रभावी होती है। यह पूंजी निवेश को समाप्त कर देती है, जबकि प्रौद्योगिकि तक पहुँच बनाए रखती है।
ब्रेकईवन की गणना सिद्धांत रूप में सरल है:
स्वामित्व की कुल लागत: वह संख्याएँ जो विक्रेता स्वेच्छा से नहीं देते हैं
एक कठोर स्वामित्व की कुल लागत विश्लेषण में खरीद मूल्य के अतिरिक्त अप्रत्यक्ष लागतों को शामिल करना आवश्यक है: रखरखाव, स्पेयर पार्ट्स, कैलिब्रेशन, ऊर्जा खपत, तकनीकी सहायता, डाउनटाइम के कारण होने वाली हानि और ऑपरेटर प्रशिक्षण। ये लागतें खरीद के समय आमतौर पर कम आंकी जाती हैं।
एक प्रिंटहेड प्रतिस्थापन घटना — जो धूल भरे फाउंड्री वातावरण में असामान्य नहीं है — प्रत्येक घटना के लिए ¥35,000–70,000 की लागत लगा सकती है। इसे वार्षिक आउटसोर्सिंग व्यय के साथ तुलना करें, और गणित अक्सर पहली बार के खरीदारों को आश्चर्यचकित कर देता है।
उत्पादन लागत विश्लेषण से एक सामान्य दिशा-निर्देश: एक ऐसे मात्रा के दहलीज़ के नीचे, जो स्थिर और भविष्यवाणी योग्य मांग उत्पन्न करती है, आउटसोर्सिंग लगभग हमेशा कुल लागत को कम करती है। केवल तभी जब मांग स्थिर हो, मात्रा लगातार उच्च हो, और स्वयं क्षमता एक मुख्य प्रतिस्पर्धात्मक विभेदक हो, तभी आंतरिक स्वामित्व आर्थिक दृष्टि से विश्वसनीय रूप से लाभदायक होता है।
वर्ष में 300 मोल्ड सेट से कम चलाने वाली अधिकांश छोटी फाउंड्री के लिए — खासकर जहाँ मांग परियोजना-आधारित हो बजाय स्थिर हो — आउटसोर्सिंग वित्तीय दृष्टि से बेहतर निर्णय है।
क्या कोई ऐसा तरीका है जिससे बिना प्रतिबद्धता के शुरुआत की जा सके?
यदि किसी फाउंड्री की वार्षिक मात्रा उपकरण स्वामित्व को औचित्यपूर्ण नहीं ठहराती है, लेकिन रेत के 3D मुद्रण की आवश्यकता वाले कार्य वास्तविक और बढ़ते हुए हैं, तो उत्तर यह नहीं है कि या तो उपकरण की अनावश्यक रूप से जल्दी खरीदारी की जाए या कार्य को अस्वीकार कर दिया जाए।
कांगशुओ का प्रिंटिंग-एज़-ए-सर्विस मॉडल इस समस्या का सीधा समाधान प्रदान करता है। इसमें कोई उपकरण खरीदने की आवश्यकता नहीं है, कोई ऑपरेटर प्रशिक्षण का समय नहीं लगता, और कोई प्रिंटहेड रखरखाव का अतिरिक्त बोझ नहीं है। अपनी CAD फ़ाइलें भेजें; मुद्रित और पोस्ट-प्रोसेस्ड छापें प्राप्त करें — मानक डिलीवरी समय केवल 3 से 5 दिनों का है, और त्वरित सेवाएँ भी उपलब्ध हैं। आप प्रति परियोजना भुगतान करते हैं, अपनी वास्तविक ढलाई की आवश्यकताओं के आधार पर परिणामों का मूल्यांकन करते हैं, और किसी भी लंबे समय तक के प्रतिबद्ध होने से पहले उपयोग को बढ़ा सकते हैं।
आपके अनुप्रयोग के लिए कौन सी मशीन उपयुक्त है?
तीनों प्लेटफॉर्म अलग-अलग आवश्यकताओं को पूरा करते हैं। KSS1800B प्लेटफॉर्म बड़े पैमाने पर रेत मॉल्ड उत्पादन के लिए उपयुक्त है — जिसका निर्माण आयतन 1800 × 1000 × 700 मिमी तक हो सकता है और उत्पादन दर 360 लीटर/घंटा तक हो सकती है। KS301C प्लेटफॉर्म ±0.1 मिमी की सटीकता के साथ सटीक सिरेमिक घटकों के निर्माण के लिए अनुकूलित है, जो एल्यूमिना, ज़िर्कोनिया या सिलिकॉन ऑक्साइड जैसी सामग्रियों में जटिल छोटे आकार के भागों के लिए उपयुक्त है। धातु प्लेटफॉर्म एल्यूमीनियम से लेकर निकल-आधारित मिश्र धातुओं तक की विभिन्न धातुओं में सीधे धातु भागों के उत्पादन को संबोधित करता है, जिसमें संरचनात्मक अखंडता सुनिश्चित करने के लिए नौ-ट्रांसड्यूसर अल्ट्रासोनिक तनाव नियंत्रण प्रणाली शामिल है। रेत — मात्रा और गति के लिए; सिरेमिक — सटीकता के लिए; धातु — अंतिम उपयोग के भागों के लिए — तीन प्रक्रियाएँ, एक निर्णय रूपरेखा।

KS281MS (धातु)
KS301C (सिरेमिक)
KSS1800B (रेत)
हस्ताक्षर करने से पहले क्या परीक्षण करना चाहिए: चार रेत मॉल्ड प्रदर्शन संकेतक जिनके बारे में विशिष्टता पत्रक में कोई जानकारी नहीं दी गई है
ढलाई के लिए तैयार उद्यमों के लिए, विक्रेता के ब्रोशर पूरी कहानी नहीं बताते हैं। अपनी विशिष्ट आवश्यकताओं—जैसे शक्ति, पारगम्यता और संपीड़नीयता—के अनुसार अपनी स्वयं की भाग ज्यामिति का उपयोग करके मुद्रित ढांचों की पुष्टि करें। चार संकेतकों पर परीक्षण परिणामों की मांग करें: इंजन तन्य शक्ति, गैस उत्सर्जन, आयामी शुद्धता और संपीड़नीयता।
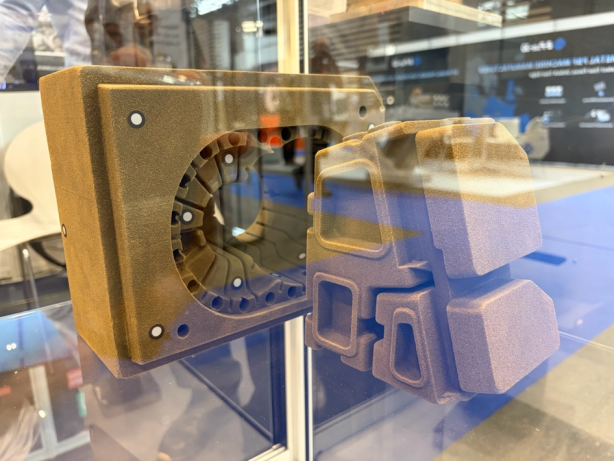
रेत मोल्ड
1. इंजन तन्य शक्ति
इंजन तन्य शक्ति मूलभूत मापदंड है। क्राकोव के एजीएच विश्वविद्यालय के सह-समीक्षित शोध से पुष्टि होती है कि 1.6–1.8% फ्यूरान बाइंडर सामग्री और 0.2% क्यूरिंग एजेंट के साथ 2 एमपीए से अधिक इंजन तन्य शक्ति प्राप्त की जा सकती है। लेकिन उसी शोध पत्र के प्रयोगात्मक परिणामों से पता चलता है कि रेत के दाने के आकार, बाइंडर के प्रकार और प्रक्रिया पैरामीटर के आधार पर शक्ति में काफी भिन्नता आती है—कुछ विन्यासों में उसी प्रौद्योगिकी के तहत 0.80 एमपीए तक की शक्ति प्राप्त होती है।
विक्रेता की आदर्श परिस्थितियों में उत्पन्न विशिष्टता पत्रक का मान आपकी मशीन द्वारा आपकी सामग्रियों और आपकी विशिष्ट ज्यामिति के साथ उत्पादित परिणाम को प्रतिबिंबित नहीं कर सकता है। अपने बाइंडर और रेत के संयोजन के लिए परीक्षण परिणामों की मांग करें, उनके नहीं।
2. गैस उत्सर्जन
गैस उत्सर्जन को शक्ति से अलग नहीं किया जा सकता। बाइंडर की मात्रा सीधे मॉल्ड की शक्ति और गैस उत्सर्जन दोनों को प्रभावित करती है; अत्यधिक बाइंडर छिद्रों को अवरुद्ध कर देता है, पारगम्यता को कम कर देता है और अंतिम ढलवां में गैस दोषों के जोखिम को बढ़ा देता है।
एक मॉल्ड जो कागज पर मजबूत लगता है लेकिन आपके ढलाई तापमान के तहत अत्यधिक गैस उत्पन्न करता है, एक दोष उत्पादन करने वाली जोखिम भरी संपत्ति है, न कि एक संपत्ति।
3. आयामिक शुद्धता
आयामिक शुद्धता वह क्षेत्र है जहाँ विपणन भाषा सबसे अधिक प्रचलित और सबसे खतरनाक होती है। ब्रोशर में उल्लिखित सहिष्णुताएँ नियंत्रित परिस्थितियों के तहत प्राप्त की जाती हैं।
उदाहरण के लिए, कैंगशुओ का KSS1800B 1800 × 1000 × 700 मिमी के बिल्ड एनवेलप में ±0.3 मिमी की सटीकता प्राप्त करता है — यह एक सत्यापन योग्य, उत्पादन-ग्रेड विशिष्टता है जिसमें 400 डीपीआई का प्रिंट रिज़ॉल्यूशन और 0.3–0.6 मिमी के बीच समायोज्य परत मोटाई है। ऐसी विशिष्टता तभी अर्थपूर्ण होती है जब उसे आपके द्वारा वास्तव में छापे जाने वाले भागों के समान भागों पर परीक्षण परिणामों द्वारा समर्थित किया गया हो। अपने भाग के समान दिखने वाले भाग पर इसे देखने के लिए अनुरोध करें।
4. अपघटनीयता
संकुचनशीलता चारों में से सबसे लगातार अनदेखी की जाने वाली विशेषता है — और जब यह विफल होती है, तो संचालन की दृष्टि से सबसे अधिक लागत उठानी पड़ती है। मानक ढालपाट (मोल्ड) गुणवत्ता मूल्यांकन में संकुचनशीलता परीक्षणों को मूल्यांकन सूट के एक मुख्य तत्व के रूप में शामिल किया जाता है; संकुचनशीलता प्रत्यक्ष रूप से निर्धारित करती है कि ढलाई के बाद शेकआउट के लिए कितना श्रम और समय आवश्यक होगा।
एक ढालपाट जिसकी तन्य शक्ति उच्च स्तर की हो, लेकिन संकुचनशीलता कम हो, परीक्षण मेज पर उत्कृष्ट दिख सकता है, लेकिन फिर भी आपकी शेकआउट टीम को प्रत्येक ढलाई के लिए घंटों का हाथ से किया गया श्रम लगाना पड़ सकता है।
फ्यूरान जैसे कार्बनिक बाइंडर उच्च तापमान पर अकार्बनिक बाइंडर की तरह शक्ति को बनाए नहीं रखते हैं, जिसके कारण उन्हें अच्छी संकुचनशीलता प्राप्त होती है — लेकिन यह गुण विनिर्माण सूत्र और प्रक्रिया परिवर्तनशीलताओं के प्रति अत्यधिक संवेदनशील है, और इसे केवल तन्य शक्ति के आंकड़ों से अनुमानित नहीं किया जा सकता।
खरीद जाँच सूची
हस्ताक्षर करने से पहले, विक्रेता से अपनी वास्तविक CAD फ़ाइल, अपनी ढलाई मिश्र धातु और अपनी निर्धारित बाइंडर प्रणाली का उपयोग करके एक नमूना मुद्रित करने के लिए कहें। सभी चार संकेतकों का परीक्षण करें। परिणामों की तुलना विशिष्टता पत्रक में दिए गए कथनों से करें।
यदि संख्याएँ सहमत होती हैं, तो आपके पास एक विश्वसनीय आपूर्तिकर्ता है। यदि वे सहमत नहीं होतीं, तो आपको अनुबंध पर हस्ताक्षर करने से पहले ही उत्तर मिल जाता है — प्रथम उत्पादन विफलता के बाद नहीं।
संदर्भ

2010 में स्थापित, कांगशुओ समूह महत्वपूर्ण घटकों के लिए बुद्धिमान विनिर्माण में एक प्रवर्तक है, जिसे चीन के उद्योग और सूचना प्रौद्योगिकी मंत्रालय द्वारा एक राष्ट्रीय उच्च-तकनीक उद्यम और "लिटिल जायंट" के रूप में मान्यता प्राप्त है। हमारी विशेषज्ञता की खोज करें नए सामग्रियों, नवाचारी प्रक्रियाओं, उन्नत उपकरणों और वैश्विक उद्योगों के लिए अनुकूलित समाधान में।
एच-1 कारखाना भवन, मिंगशान औद्योगिक पार्क, गाओपिंग आर्थिक एवं तकनीकी विकास क्षेत्र, जिनचेंग शहर, शेन्ज़ी प्रांत, चीन।
कॉपीराइट © 2026 कांगशुआ इलेक्ट्रिक ग्रुप कंपनी लिमिटेड। सर्वाधिकार सुरक्षित गोपनीयता नीति
