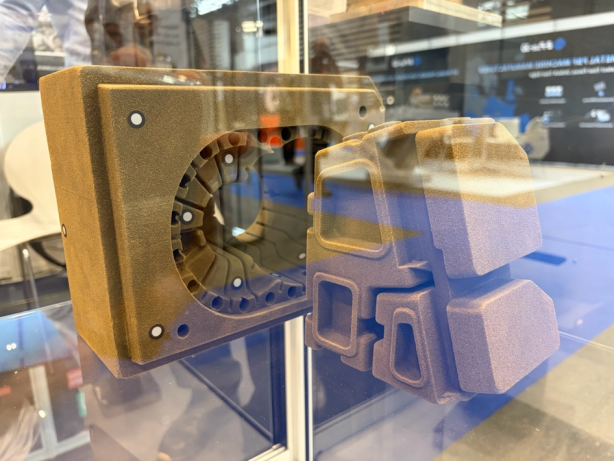
A stampante 3D su sabbia trasforma la stampa 3D su sabbia in una vera e propria tecnologia produttiva per fonderie di qualsiasi dimensione. Il binder jetting costruisce modelli e anime in sabbia strato dopo strato direttamente dai file CAD. Ciò elimina la realizzazione tradizionale di modelli e attrezzature quali le cassette per anime.
Le piattaforme industriali raggiungono oggi velocità di costruzione e volumi di lavoro su larga scala che rendono economicamente competitiva la produzione in lotti di modelli e anime, con tempi di consegna brevi. Per le fonderie piccole e medie, questo cambiamento consente di accettare lavori che in precedenza erano costrette a rifiutare.
Ma la domanda cui la maggior parte delle fonderie giunge rapidamente è se l’acquisto di una stampante 3D su sabbia sia la scelta più adatta per la propria operatività — oppure se esternalizzare a un servizio di stampa 3D per fonderie risulti più vantaggioso dal punto di vista finanziario.
Il caso a favore della stampa 3D con sabbia è reale — ma dipende dal pezzo che si deve fondere
Prima di affrontare la decisione tra acquisto e outsourcing, è utile chiarire in quali contesti la tecnologia binder jetting trova effettivamente il suo spazio. Questa tecnologia trasforma la capacità di una fonderia di soddisfare i propri clienti: un componente complesso che in precedenza richiedeva una coda per la realizzazione degli stampi della durata di 4-8 settimane può essere fuso utilizzando uno stampo stampato in 3D entro 72 ore dalla ricezione del file CAD. Questo vantaggio in termini di velocità risulta particolarmente determinante in tre scenari: prototipi e getti di prova, nei quali sono previsti cambiamenti di progettazione; geometrie interne complesse, per le quali l’assemblaggio convenzionale dei noccioli richiederebbe più parti incollate tra loro; e produzioni su piccola o media scala, nelle quali l’ammortamento degli stampi rende economicamente non conveniente l’uso di modelli tradizionali.
In termini di costi complessivi, la stampa 3D è sempre l’alternativa più economica rispetto ai processi convenzionali fino a una determinata dimensione del lotto, poiché elimina i costi degli utensili. Più piccola è la dimensione del lotto e maggiore è la complessità geometrica, più ampio è il vantaggio economico. Questa tecnologia non sostituisce gli utensili ad alta produttività per le produzioni di massa, ma rappresenta un miglioramento strutturale per il tipo di lavoro che le piccole fonderie vengono sempre più spesso chiamate a quotare.
La domanda della soglia di volume che la maggior parte delle fonderie trascura
Ecco dove la decisione diventa più difficile. Acquistare un stampante 3D su sabbia non equivale a trarre benefici dalla stampa 3D su sabbia. L’investimento in attrezzature ha senso dal punto di vista finanziario solo al di sopra di un determinato volume annuo di stampi — e tale soglia è inferiore a quanto possa sembrare sulla carta, una volta considerati tutti i costi connessi alla proprietà.
Al di sotto di una determinata soglia annua di volume, l’outsourcing è generalmente più conveniente dell’acquisto di attrezzature. Ciò elimina l’investimento in capitale, pur garantendo comunque l’accesso alla tecnologia.
Il calcolo del punto di pareggio è concettualmente semplice:
Costo totale di proprietà: i dati che i fornitori non forniscono spontaneamente
Un’analisi rigorosa del costo totale di proprietà deve includere costi indiretti oltre al prezzo d’acquisto: manutenzione, ricambi, taratura, consumo energetico, assistenza tecnica, perdite dovute ai tempi di fermo e formazione degli operatori. Questi costi vengono regolarmente sottostimati al momento dell’acquisto.
Un evento di sostituzione della testina di stampa — non infrequente in un ambiente polveroso come una fonderia — può costare da ¥35.000 a ¥70.000 per singolo intervento. Confrontando tale spesa con quella annuale per l’outsourcing, i risultati spesso sorprendono chi acquista per la prima volta.
Una linea guida generale derivante dall'analisi dei costi di produzione: al di sotto di una soglia di volume che genera una domanda stabile e prevedibile, l'outsourcing comporta quasi sempre un costo totale inferiore. Solo quando la domanda è stabile, i volumi sono costantemente elevati e la capacità in questione rappresenta un fattore distintivo competitivo fondamentale, la gestione interna risulta economicamente vantaggiosa in modo affidabile.
Per la maggior parte delle piccole fonderie che producono meno di 300 serie di stampi all'anno — in particolare quando la domanda è legata a progetti specifici piuttosto che essere stabile — l'outsourcing rappresenta la scelta finanziaria più conveniente.
Esiste un modo per iniziare senza impegno?
Se il volume annuale di una fonderia non giustifica l'acquisto di attrezzature, ma i lavori che richiedono la stampa 3D su sabbia sono reali e in crescita, la soluzione non consiste né nell'acquistare prematuramente le attrezzature né nel rinunciare a tali lavori.
Il modello di Kangshuo basato sulla stampa come servizio risolve direttamente questo problema. Non è necessario acquistare alcuna attrezzatura, non è richiesta una formazione specifica per gli operatori e non vi sono costi aggiuntivi per la manutenzione delle testine di stampa. Inviate i vostri file CAD e riceverete direttamente stampi già post-elaborati: i tempi standard di consegna sono rapidi, da 3 a 5 giorni lavorativi, con possibilità di servizi express. Pagherete per progetto, potrete valutare i risultati in base alle vostre effettive esigenze di fonderia e scalare l’utilizzo prima di impegnarvi in un accordo a lungo termine.
Quale macchina soddisfa le vostre esigenze applicative?
Le tre piattaforme soddisfano esigenze distinte. La KSS1800B è progettata per la produzione su larga scala di stampi in sabbia — con volumi di costruzione fino a 1800 × 1000 × 700 mm e una velocità di stampa fino a 360 L/h. La KS301C è rivolta alla realizzazione di componenti in ceramica di precisione, con un’accuratezza di ±0,1 mm, adatta a parti complesse di piccole dimensioni in allumina, zirconia o ossido di silicio. La piattaforma per metalli consente la produzione diretta di componenti metallici in leghe che vanno dall’alluminio alle leghe a base di nichel, con controllo ultrasonico dello stress mediante nove trasduttori per garantire l’integrità strutturale. Sabbia per volume e velocità; ceramica per precisione; metalli per componenti pronti all’uso — tre processi, un unico quadro decisionale.

KS281MS (Metallo)
KS301C (Ceramica)
KSS1800B (Sabbia)
Cosa verificare prima di firmare: quattro indicatori di prestazione degli stampi in sabbia che le schede tecniche non indicano
Per le fonderie pronte all’acquisto, i dépliant dei fornitori non raccontano l’intera storia. Verificate gli stampi stampati in base ai vostri specifici requisiti di resistenza, permeabilità e collassabilità utilizzando le geometrie effettive dei vostri pezzi. Richiedete risultati di prova su quattro indicatori: resistenza a trazione, sviluppo di gas, accuratezza dimensionale e collassabilità.
Morbido a Scheda
1. Resistenza a trazione
La resistenza a trazione è il parametro fondamentale. Una ricerca sottoposta a revisione paritaria dell’Università AGH di Cracovia conferma che, con un contenuto di legante furanico compreso tra l’1,6% e l’1,8% e un agente indurente allo 0,2%, è possibile ottenere una resistenza a trazione superiore a 2 MPa. Tuttavia, i risultati sperimentali riportati nello stesso articolo dimostrano che tale resistenza varia notevolmente in funzione della granulometria della sabbia, del tipo di legante e dei parametri di processo: alcune configurazioni producono infatti valori bassi fino a 0,80 MPa, pur utilizzando la stessa tecnologia.
Un valore indicato sul foglio tecnico, ottenuto in condizioni ottimali presso il fornitore, potrebbe non rispecchiare i risultati ottenuti dalla vostra macchina, con i vostri materiali e sulla vostra geometria specifica. Chiedete risultati di prova relativi alla vostra combinazione di legante e sabbia, non a quella del fornitore.
2. Sviluppo di gas
Lo sviluppo di gas non può essere separato dalla resistenza. Il contenuto di legante influenza direttamente sia la resistenza dello stampo sia lo sviluppo di gas; un eccesso di legante ostruisce i pori, riduce la permeabilità e aumenta il rischio di difetti da gas nella fusione finale.
Uno stampo che sembra resistente sulla carta ma genera un eccesso di gas alla temperatura di colata utilizzata rappresenta un fattore di rischio per i difetti, non un vantaggio.
3. Precisione dimensionale
La precisione dimensionale è l’ambito in cui il linguaggio promozionale è più diffuso e più pericoloso. Le tolleranze indicate nei depliant vengono raggiunte in condizioni controllate.
Il KSS1800B di Kangshuo, ad esempio, garantisce una precisione di ±0,3 mm su un volume di costruzione di 1800 × 1000 × 700 mm — una specifica verificabile e idonea per la produzione, con una risoluzione di stampa di 400 dpi e uno spessore regolabile degli strati compreso tra 0,3 e 0,6 mm. Questo tipo di specifica assume significato solo se supportato da risultati di test su pezzi simili a quelli che stamperete effettivamente. Chiedete di vederlo applicato a un pezzo simile al vostro.
4. Crollabilità
La collassibilità è il parametro più frequentemente trascurato dei quattro — e il più costoso dal punto di vista operativo in caso di malfunzionamento. La valutazione standard della qualità degli stampi include i test di collassibilità come elemento fondamentale del pacchetto di valutazione; la collassibilità determina direttamente quanto lavoro manuale e tempo saranno necessari per l’operazione di sbattitura dopo la colata.
Uno stampo con un’elevata resistenza a trazione ma scadente collassibilità può apparire eccellente su banco prova, per poi costare al vostro team addetto alla sbattitura ore di lavoro manuale per ogni colata.
I leganti organici, come il furano, non mantengono la resistenza alle temperature elevate nel modo in cui lo fanno i leganti inorganici, il che conferisce loro una buona collassibilità — tuttavia questa proprietà è fortemente sensibile alla formulazione e alle variabili di processo, e non può essere dedotta unicamente dai dati relativi alla resistenza a trazione.
Checklist per l’acquisto
Prima di firmare, chiedete al fornitore di stampare un campione utilizzando effettivamente il vostro file CAD, la vostra lega per la colata e il vostro sistema di legante previsto. Verificate tutti e quattro gli indicatori. Confrontate i risultati con quanto indicato nella scheda tecnica.
Se i numeri coincidono, hai un fornitore affidabile. Se non coincidono, hai già la risposta prima della firma del contratto — non dopo il primo guasto in produzione.
Referenze

Fondato nel 2010, il Gruppo Kangshuo è un pioniere nella produzione intelligente di componenti critici, riconosciuto come Azienda Nazionale ad Alta Tecnologia e come "Little Giant" dal Ministero cinese dell'Industria e delle Tecnologie dell'Informazione. Scopri la nostra competenza nei nuovi materiali, processi innovativi, attrezzature avanzate e soluzioni personalizzate per industrie globali.
Edificio H-1, Mingshan Industrial Park, Zona di Sviluppo Economico e Tecnologico Gaoping, Città di Jincheng, Provincia di Shanxi, Cina.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. Tutti i diritti riservati Informativa sulla privacy
