А 3D-принтер для песка превращает 3D-печать песчаных форм в подлинную производственную технологию для литейных цехов любого размера. Аддитивное производство с использованием связующего позволяет создавать песчаные формы и стержни слой за слоем непосредственно из CAD-файлов. Это исключает традиционное изготовление моделей и оснастки, например, стержневых ящиков.
Промышленные платформы теперь обеспечивают высокие скорости наращивания объема и крупногабаритные рабочие зоны, что делает серийное производство форм и стержней экономически выгодным даже при коротких сроках поставки. Для небольших и средних литейных цехов такая возможность открывает доступ к заказам, которые ранее приходилось отклонять.
Однако наиболее распространённый вопрос, возникающий у литейных цехов, заключается в том, является ли покупка 3D-принтер для песка правильным решением для их производства или же более целесообразно передать процесс в аутсорсинг услуге 3D-печати для литейных цехов с финансовой точки зрения.
Применение 3D-печати песчаных форм действительно оправдано — но всё зависит от того, какие отливки вы производите
Прежде чем принимать решение о покупке оборудования или передаче процесса на аутсорсинг, важно чётко понимать, в каких случаях технология струйного связывания (binder jetting) действительно оправдывает своё применение. Эта технология кардинально меняет возможности литейного цеха по обслуживанию заказчиков: сложную деталь, для которой ранее требовалась оснастка с периодом изготовления от четырёх до восьми недель, теперь можно отлить из 3D-напечатанной формы уже через 72 часа после получения CAD-файла. Такое преимущество в скорости оказывается решающим в трёх случаях: при изготовлении прототипов и пробных отливок, когда ожидаются изменения конструкции; при наличии сложных внутренних геометрий, при которых традиционная сборка стержней потребовала бы склеивания нескольких отдельных элементов; а также при серийном производстве небольших и средних партий, когда расчёт стоимости оснастки делает использование традиционных моделей экономически нецелесообразным.
С точки зрения общих затрат аддитивное производство всегда является более экономичной альтернативой традиционным методам до определённого объёма партии, поскольку исключаются расходы на изготовление оснастки. Чем меньше объём партии и чем выше геометрическая сложность детали, тем больше экономическое преимущество. Эта технология не заменяет высокопроизводительную оснастку для серийного массового производства, однако для заказов, которые небольшие литейные цеха всё чаще получают на расчёт стоимости, она представляет собой структурное улучшение.
Вопрос порогового объёма выпуска, который большинство литейных цехов упускают из виду
Здесь решение усложняется. Приобретение 3D-принтер для песка не эквивалентно получению выгод от 3D-печати форм в песке. Инвестиции в оборудование оправдывают себя финансово только при превышении определённого годового объёма изготовления форм — и этот порог ниже, чем может показаться на первый взгляд, если учесть все сопутствующие расходы, связанные с владением оборудованием.
При годовом объёме ниже определённого порога аутсорсинг, как правило, оказывается более экономически эффективным решением по сравнению с приобретением собственного оборудования. Это позволяет избежать капитальных вложений и одновременно обеспечивает доступ к данной технологии.
Расчет точки безубыточности в принципе прост:
Полная стоимость владения: цифры, которые поставщики не сообщают добровольно
Тщательный анализ полной стоимости владения должен включать косвенные затраты, выходящие за рамки покупной цены: техническое обслуживание, запасные части, калибровку, энергопотребление, техническую поддержку, потери от простоев и обучение операторов. Эти затраты при закупке обычно недооцениваются.
Замена печатающей головки — событие, которое происходит нередко в пыльной среде литейного цеха, — может обойтись в 35 000–70 000 юаней за один случай. Сопоставьте эту сумму с ежегодными затратами на аутсорсинг, и результаты часто удивляют покупателей впервые.
Общее руководство по анализу производственных затрат: при объемах ниже порогового уровня, обеспечивающего стабильный и предсказуемый спрос, аутсорсинг почти всегда обходится дешевле с точки зрения совокупных затрат. Только при стабильном спросе, постоянно высоких объемах и когда соответствующая компетенция сама по себе является ключевым конкурентным преимуществом, собственное производство надежно выигрывает с экономической точки зрения.
Для большинства небольших литейных цехов, выпускающих менее 300 комплектов форм в год — особенно там, где спрос обусловлен отдельными проектами, а не является стабильным, — аутсорсинг является более выгодным финансовым решением.
Существует ли способ начать работу без обязательств?
Если годовой объем литейного цеха не оправдывает владение оборудованием, но заказы, требующие трехмерной печати песчаных форм, являются реальными и растут, ответ заключается не в преждевременной покупке оборудования или отказе от этих работ.
Модель Kangshuo «печать как услуга» напрямую решает эту проблему. Не требуется покупка оборудования, обучение операторов и техническое обслуживание печатающих головок. Отправьте свои файлы CAD — получите напечатанные и доведённые до готовности формы. Стандартный срок исполнения — всего 3–5 дней; также доступны срочные услуги. Оплата производится за каждый проект; вы оцениваете результаты в соответствии с вашими реальными требованиями к литью и масштабируете использование перед тем, как заключать долгосрочные договорённости.
Какая машина подходит для вашего применения?
Три платформы удовлетворяют разные потребности. Платформа KSS1800B предназначена для крупносерийного производства песчаных форм — рабочее пространство до 1800 × 1000 × 700 мм при скорости печати до 360 л/ч. Платформа KS301C обеспечивает высокую точность изготовления керамических компонентов (±0,1 мм) и подходит для сложных мелкогабаритных деталей из оксида алюминия, оксида циркония или диоксида кремния. Металлическая платформа предназначена для прямого производства металлических деталей из различных сплавов — от алюминиевых до никелевых — с использованием ультразвукового контроля напряжений с девятью преобразователями для обеспечения структурной целостности. Песок — для объёма и скорости; керамика — для точности; металл — для готовых к эксплуатации деталей: три процесса, единая система принятия решений.

KS281MS (металл)
KS301C (керамика)
KSS1800B (песок)
Что проверить перед подписанием: четыре показателя производительности песчаных форм, которые не указаны в технических спецификациях
Для литейных цехов, готовых к покупке, брошюры поставщиков не раскрывают всей картины. Проверьте отпечатанные формы на соответствие вашим конкретным требованиям по прочности, проницаемости и способности к разрушению с использованием геометрии ваших собственных деталей. Требуйте результаты испытаний по четырём показателям: пределу прочности при растяжении, выделению газа, точности размеров и способности к разрушению.
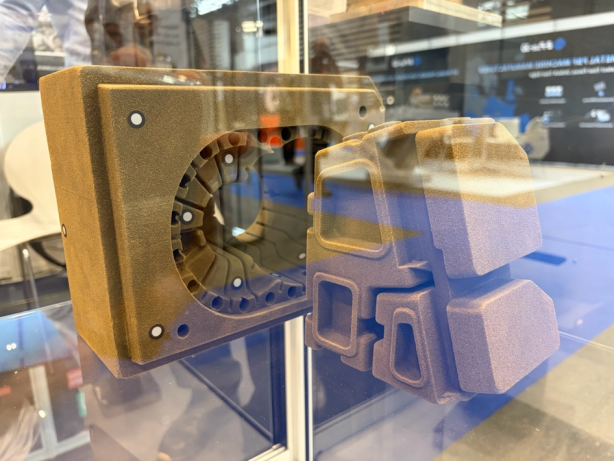
Песчаная форма
1. Предел прочности при растяжении
Предел прочности при растяжении — это базовый показатель. В рецензируемом научном исследовании Университета науки и технологий АГХ в Кракове подтверждается, что при содержании фуранового связующего 1,6–1,8 % и отвердителя 0,2 % можно достичь предела прочности при растяжении свыше 2 МПа. Однако в тех же экспериментальных результатах, приведённых в этой статье, показано, что прочность значительно варьируется в зависимости от размера зёрен песка, типа связующего и технологических параметров — при некоторых конфигурациях при той же технологии она может составлять всего 0,80 МПа.
Значение, указанное в техническом описании и полученное в оптимальных условиях у поставщика, может не соответствовать тому, что даёт ваше оборудование при использовании ваших материалов и на вашей конкретной геометрии. Запросите результаты испытаний для вашей комбинации связующего и песка, а не их.
2. Выделение газа
Выделение газа невозможно отделить от прочности. Содержание связующего напрямую влияет как на прочность формы, так и на выделение газа: избыток связующего закупоривает поры, снижает проницаемость и повышает риск возникновения газовых дефектов в готовой отливке.
Форма, которая выглядит прочной на бумаге, но при вашей температуре заливки выделяет чрезмерное количество газа, представляет собой источник дефектов, а не преимущество.
3. Размерная точность
Размерная точность — это область, где маркетинговые формулировки наиболее распространены и наиболее опасны. Допуски, указанные в брошюрах, достигаются в строго контролируемых условиях.
Например, KSS1800B от компании Kangshuo обеспечивает точность ±0,3 мм в рабочем объеме 1800 × 1000 × 700 мм — это подтверждённая, пригодная для серийного производства спецификация с разрешением печати 400 dpi и регулируемой толщиной слоя от 0,3 до 0,6 мм. Такая спецификация имеет реальный смысл только в том случае, если она подтверждена результатами испытаний деталей, аналогичных тем, которые вы планируете печатать. Попросите предоставить данные по детали, похожей на вашу.
4. Обрушаемость
Способность к разрушению является наиболее часто упускаемым из четырех параметров — и самым затратным с операционной точки зрения при её несоответствии. Стандартная оценка качества форм включает испытания на способность к разрушению как ключевой элемент комплекса оценочных процедур; именно этот параметр напрямую определяет объём ручного труда и время, необходимые для выбивки отливок.
Форма с высоким показателем прочности при растяжении, но низким показателем способности к разрушению может выглядеть безупречно на испытательном стенде, однако затем потребовать от вашей бригады по выбивке десятки часов ручного труда на каждую плавку.
Органические связующие вещества, такие как фуран, не сохраняют прочность при повышенных температурах так же, как неорганические связующие, что обеспечивает им хорошую способность к разрушению — однако данное свойство чрезвычайно чувствительно к составу смеси и технологическим параметрам, и его нельзя предполагать исходя только из данных о прочности при растяжении.
Контрольный перечень закупок
Перед подписанием договора запросите у поставщика образец отливки, изготовленный по вашему реальному CAD-файлу, с использованием вашего сплава и предполагаемой системы связующего. Проверьте все четыре показателя. Сопоставьте полученные результаты с данными, указанными в технической спецификации.
Если цифры совпадают, у вас есть надежный поставщик. Если они не совпадают, вы получаете ответ еще до подписания контракта — а не после первой производственной неудачи.
References

Основанная в 2010 году, группа компаний Kangshuo является пионером в области интеллектуального производства ключевых компонентов, признана национальным высокотехнологичным предприятием и удостоена звания "Little Giant" министерством промышленности и информационных технологий Китая. Ознакомьтесь с нашим опытом в области новых материалов, инновационных процессов, современного оборудования и индивидуальных решений для глобальной промышленности.
Здание H-1, промышленный парк МИНЬШАНЬ, экономико-технологическая зона развития ГАОПИНГ, город Цзинчэн, провинция Шаньси, Китай
Авторские права © 2026 Kangshuo Electric Group Co., Ltd. Все права защищены Политика конфиденциальности
