Ein sand-3D-Drucker macht den Sand-3D-Druck zu einer echten Produktionstechnologie für Gießereien jeder Größe. Beim Binder-Jetting werden Sandformen und -kerne schichtweise direkt aus CAD-Dateien aufgebaut. Dadurch entfallen traditionelle Modellfertigung und Werkzeuge wie Kernkästen.
Industrielle Plattformen erreichen mittlerweile Aufbaugeschwindigkeiten und großformatige Bauvolumina, die die Serienfertigung von Formen und Kernen wirtschaftlich attraktiv machen – und zwar bei kurzen Durchlaufzeiten. Für kleine und mittelständische Gießereien eröffnet dieser Wandel Aufträge, die sie zuvor ablehnen mussten.
Doch die Frage, die sich die meisten Gießereien rasch stellen, lautet, ob der Kauf eines sand-3D-Drucker die richtige Entscheidung für ihren Betrieb ist – oder ob es finanziell sinnvoller ist, einen 3D-Druck-Service für Gießereien in Anspruch zu nehmen.
Der Fall für 3D-Druck mit Sand ist real – hängt aber davon ab, was Sie gießen
Bevor Sie sich für die Entscheidung Kauf versus Fremdbezug entscheiden, ist es hilfreich, klar zu verstehen, wo Binder-Jetting tatsächlich seine Berechtigung hat. Die Technologie verändert die Fähigkeit einer Gießerei, ihre Kunden zu bedienen: Ein komplexes Bauteil, das zuvor eine Werkzeug-Warteschlange von vier bis acht Wochen erforderte, kann innerhalb von 72 Stunden nach Erhalt der CAD-Datei aus einer 3D-gedruckten Form gegossen werden. Dieser Geschwindigkeitsvorteil ist in drei Szenarien besonders ausschlaggebend: bei Prototyp- und Versuchsgüssen, bei denen Designänderungen erwartet werden; bei komplexen inneren Geometrien, bei denen die konventionelle Kernmontage mehrere miteinander verklebte Teile erfordern würde; sowie bei Klein- bis Mittelserienfertigung, bei der die Abschreibung der Werkzeuge herkömmliche Modelle wirtschaftlich unrentabel macht.
Hinsichtlich der Gesamtkosten ist der 3D-Druck bis zu einer bestimmten Losgröße stets die kostengünstigere Alternative zu konventionellen Verfahren, da Werkzeugkosten entfallen. Je kleiner die Losgröße und je größer die geometrische Komplexität, desto höher fällt der Kostenvorteil aus. Die Technologie ersetzt zwar nicht die hochvolumige Werkzeugherstellung für Massenfertigung – doch für die Aufträge, die kleine Gießereien zunehmend kalkulieren müssen, stellt sie eine strukturelle Verbesserung dar.
Die Frage nach der Volumenschwelle, die die meisten Gießereien ignorieren
Hier wird die Entscheidung schwieriger. Der Kauf eines sand-3D-Drucker entspricht nicht automatisch dem Nutzen aus Sand-3D-Druck. Die Investition in die Ausrüstung lohnt sich finanziell erst ab einem bestimmten jährlichen Formvolumen – und diese Schwelle liegt niedriger, als es auf dem Papier zunächst erscheint, sobald sämtliche mit dem Eigentum verbundenen Faktoren berücksichtigt werden.
Unterhalb einer bestimmten jährlichen Volumenschwelle ist das Outsourcing in der Regel kosteneffizienter als der Eigenbesitz der Ausrüstung. Dadurch entfällt die Kapitalinvestition, während gleichzeitig der Zugang zur Technologie erhalten bleibt.
Die Berechnung der Gewinnschwelle ist grundsätzlich einfach:
Gesamtbetriebskosten: Die Zahlen, die Anbieter nicht freiwillig nennen
Eine fundierte Analyse der Gesamtbetriebskosten muss indirekte Kosten berücksichtigen, die über den Anschaffungspreis hinausgehen: Wartung, Ersatzteile, Kalibrierung, Energieverbrauch, technischer Support, Ausfallverluste und Schulung der Bediener. Diese Kosten werden zum Zeitpunkt des Kaufs regelmäßig unterschätzt.
Ein Austausch eines Druckkopfs – in einer staubigen Gießereiumgebung keine Seltenheit – kann pro Vorfall 35.000–70.000 ¥ kosten. Setzen Sie diesen Betrag ins Verhältnis zu den jährlichen Kosten für Fremdbeauftragung, und das Ergebnis überrascht häufig Erstkäufer.
Eine allgemeine Richtlinie aus der Herstellungskostenanalyse: Unterhalb einer Volumenschwelle, die stabile, vorhersehbare Nachfrage erzeugt, führt das Outsourcing nahezu immer zu geringeren Gesamtkosten. Nur wenn die Nachfrage stabil ist, die Produktionsmengen konstant hoch sind und die betreffende Kompetenz selbst ein zentraler Wettbewerbsvorteil darstellt, führt die Eigenfertigung wirtschaftlich zuverlässig zum Erfolg.
Für die meisten kleinen Gießereien mit einem jährlichen Aufkommen von weniger als 300 Formensätzen – insbesondere dann, wenn die Nachfrage projektbezogen und nicht stabil ist – ist das Outsourcing die finanziell bessere Entscheidung.
Gibt es eine Möglichkeit, ohne Verpflichtung zu beginnen?
Wenn das jährliche Aufkommen einer Gießerei den Erwerb von Anlagen nicht rechtfertigt, die Aufträge für Sand-3D-Druck jedoch real und zunehmend sind, lautet die Antwort nicht, entweder vorschnell Anlagen zu kaufen oder die Aufträge abzulehnen.
Das Druck-als-Service-Modell von Kangshuo löst dieses Problem direkt. Es entfällt der Kauf von Geräten, die Einarbeitung von Bedienern und der Wartungsaufwand für Druckköpfe. Senden Sie Ihre CAD-Dateien – erhalten Sie gedruckte, nachbearbeitete Formen; die Standard-Lieferzeit beträgt bereits 3 bis 5 Tage, Expressdienste sind verfügbar. Sie bezahlen pro Projekt, bewerten die Ergebnisse anhand Ihrer konkreten Gießanforderungen und können die Nutzung skalieren, bevor Sie sich langfristig binden.
Welche Maschine passt zu Ihrer Anwendung?
Die drei Plattformen erfüllen unterschiedliche Anforderungen. Die KSS1800B ist für die großvolumige Produktion von Sandgussformen ausgelegt – mit Bauvolumen bis zu 1800 × 1000 × 700 mm und einer maximalen Auftragsgeschwindigkeit von 360 L/h. Die KS301C richtet sich auf präzise keramische Komponenten mit einer Genauigkeit von ±0,1 mm und eignet sich für komplexe Kleinteile aus Aluminiumoxid, Zirkoniumdioxid oder Siliziumoxid. Die Metallplattform ermöglicht die direkte Herstellung metallischer Bauteile aus Legierungen von Aluminium bis hin zu nickelbasierten Werkstoffen und verfügt über eine Ultraschall-Spannungssteuerung mit neun Wandlern zur Gewährleistung der strukturellen Integrität. Sand für Volumen und Geschwindigkeit; Keramik für Präzision; Metall für einsatzfertige Bauteile – drei Verfahren, ein Entscheidungsrahmen.

KS281MS (Metall)
KS301C (Keramik)
KSS1800B (Sand)
Was Sie vor der Unterzeichnung testen sollten: Vier Leistungsindikatoren für Sandgussformen, die Datenblätter nicht nennen
Für Gießereien, die bereit sind, zu kaufen, erzählen Lieferantenbroschüren nicht die ganze Geschichte. Überprüfen Sie gedruckte Formen anhand Ihrer spezifischen Anforderungen hinsichtlich Festigkeit, Durchlässigkeit und Kollapsfähigkeit mit Ihren eigenen Bauteilgeometrien. Fordern Sie Testergebnisse zu vier Kenngrößen an: Zugfestigkeit, Gasentwicklung, Maßgenauigkeit und Kollapsfähigkeit.
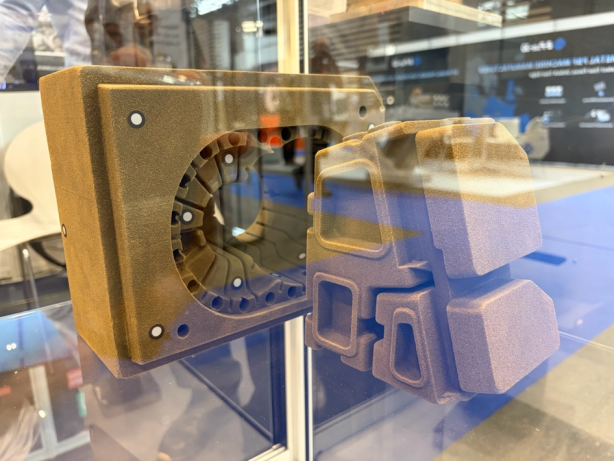
Sandgussform
1. Zugfestigkeit
Die Zugfestigkeit ist die Grundlage. In einer wissenschaftlich begutachteten Studie der AGH-Universität Krakau wird bestätigt, dass bei einem Furan-Bindemittelgehalt von 1,6–1,8 % und einem Härteranteil von 0,2 % eine Zugfestigkeit von über 2 MPa erreichbar ist. Doch die experimentellen Ergebnisse derselben Arbeit zeigen, dass die Festigkeit stark von der Sandkorngröße, dem Bindemitteltyp und den Prozessparametern abhängt – bei einigen Konfigurationen liegt sie unter derselben Technologie sogar nur bei 0,80 MPa.
Ein auf dem Datenblatt angegebener Wert, der unter optimalen Bedingungen des Lieferanten ermittelt wurde, spiegelt möglicherweise nicht wider, was Ihre Maschine mit Ihren Materialien und Ihrer spezifischen Geometrie tatsächlich leistet. Fordern Sie Testergebnisse für Ihre Kombination aus Bindemittel und Sand an – nicht für die des Lieferanten.
2. Gasentwicklung
Die Gasentwicklung lässt sich nicht von der Festigkeit trennen. Der Bindemittelgehalt beeinflusst sowohl die Formfestigkeit als auch die Gasentwicklung direkt; ein zu hoher Bindemittelgehalt verschließt die Poren, verringert die Durchlässigkeit und erhöht das Risiko von Gaseinschlüssen im fertigen Gussstück.
Eine Form, die auf dem Papier stark erscheint, aber bei Ihrer Gießtemperatur übermäßig viel Gas freisetzt, stellt eine fehlerverursachende Risikofaktor dar – kein Vorteil.
3. Maßgenauigkeit
Maßgenauigkeit ist der Bereich, in dem Marketing-Sprache am häufigsten – und am gefährlichsten – eingesetzt wird. Die in Prospekten angegebenen Toleranzen werden unter kontrollierten Bedingungen erreicht.
Kangshuos KSS1800B erreicht beispielsweise eine Genauigkeit von ±0,3 mm innerhalb eines Bauvolumens von 1800 × 1000 × 700 mm – eine nachweisbare, produktionsreife Spezifikation mit einer Druckauflösung von 400 dpi und einer einstellbaren Schichtdicke zwischen 0,3 und 0,6 mm. Eine solche Spezifikation ist aussagekräftig, wenn sie durch Testergebnisse an Teilen untermauert ist, die denen ähneln, die Sie tatsächlich drucken werden. Fordern Sie Nachweise für ein Teil an, das Ihrem ähnelt.
4. Kollabierbarkeit
Die Kollapsibilität ist die am häufigsten übersehene der vier Eigenschaften – und zugleich diejenige, die bei Versagen die höchsten betrieblichen Kosten verursacht. Die Standardbewertung der Formqualität umfasst Kollapsibilitätstests als zentralen Bestandteil der Bewertungssuite; die Kollapsibilität bestimmt unmittelbar den Aufwand an manueller Arbeit und Zeit, der nach dem Gießen für das Ausklopfen erforderlich ist.
Eine Form mit hoher Zugfestigkeit, aber schlechter Kollapsibilität kann auf dem Prüfstand ausgezeichnet wirken und dann Ihrem Ausklopfteam pro Gießvorgang stundenlange manuelle Arbeit bescheren.
Organische Bindemittel wie Furan behalten ihre Festigkeit bei erhöhten Temperaturen nicht so gut wie anorganische Bindemittel, wodurch sie ihre gute Kollapsibilität erhalten – diese Eigenschaft ist jedoch äußerst empfindlich gegenüber Formulierungs- und Prozessparametern und lässt sich allein aus Zugfestigkeitsdaten nicht ableiten.
Die Beschaffungs-Checkliste
Bevor Sie den Vertrag unterzeichnen, bitten Sie den Lieferanten, ein Muster mit Ihrer tatsächlichen CAD-Datei, Ihrer Gusslegierung und Ihrem vorgesehenen Bindemittelsystem herzustellen. Testen Sie alle vier Kenngrößen und vergleichen Sie die Ergebnisse mit den Angaben im Datenblatt.
Wenn die Zahlen übereinstimmen, haben Sie einen vertrauenswürdigen Lieferanten. Stimmen sie nicht überein, haben Sie bereits vor Unterzeichnung des Vertrags Ihre Antwort – und nicht erst nach dem ersten Produktionsausfall.
Referenzen

Gegründet im Jahr 2010 ist die Kangshuo Group ein Pionier in der intelligenten Fertigung von kritischen Komponenten und wurde als nationales High-Tech-Unternehmen sowie als „Little Giant“ durch das chinesische Ministerium für Industrie und Informationstechnologie ausgezeichnet. Entdecken Sie unsere Expertise in neuen Materialien, innovativen Prozessen, fortschrittlicher Ausrüstung und maßgeschneiderten Lösungen für globale Industrien.
H-1 Fabrikgebäude, Mingshan Industriepark, Gaoping Wirtschafts- und Technologieentwicklungszone, Stadt Jincheng, Provinz Shanxi, China.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. Alle Rechte vorbehalten Datenschutzrichtlinie
