A sand 3D printer turns sand 3D printing into a genuine production technology for foundries of any size. Binder jetting builds sand molds and cores layer by layer directly from CAD files. This eliminates traditional pattern-making and tooling such as core boxes.
Industrial platforms now reach build-up rates and large-format envelopes that make batch production of molds and cores economically competitive at short lead times. For small and mid-sized foundries, that shift opens up work they previously had to turn away.
But the question most foundries arrive at quickly is whether buying a sand 3D printer is the right move for their operation — or whether outsourcing to a foundry 3D printing service makes more financial sense.
The Case for Sand 3D Printing Is Real — But It Depends on What You're Casting
Before getting into the buy-versus-outsource decision, it helps to be clear on where binder jetting genuinely earns its place. The technology transforms a foundry's ability to serve customers: a complex part that previously required a 4-to-8 week tooling queue can be poured from a 3D-printed mold within 72 hours of receiving a CAD file. That speed advantage is most decisive in three scenarios: prototype and trial castings where design changes are expected, complex internal geometries where conventional core assembly would require multiple pieces glued together, and low-to-mid volume production runs where tooling amortization makes traditional patterns economically unviable.
In terms of overall costs, 3D printing is always the more economical alternative to conventional processes up to a certain batch size, because tool costs are eliminated. The smaller the batch size and the greater the geometric complexity, the larger the cost advantage. The technology does not replace high-volume tooling for mass production runs — but for the work that small foundries increasingly get asked to quote, it is a structural improvement.
The Volume Threshold Question Most Foundries Skip
Here is where the decision gets harder. Buying a sand 3D printer is not the same as benefiting from sand 3D printing. The equipment investment only makes financial sense above a certain annual mold volume — and that threshold is lower than it sounds on paper, once you account for everything that comes with ownership.
Below a certain annual volume threshold, outsourcing is typically more cost-effective than owning equipment. It eliminates capital investment while still providing access to the technology.
The breakeven calculation is straightforward in principle:
Total Cost of Ownership: The Numbers Vendors Don't Volunteer
A rigorous total cost of ownership analysis must include indirect costs beyond the purchase price: maintenance, spare parts, calibration, energy consumption, technical support, downtime losses, and operator training. These costs are routinely underestimated at the point of purchase.
A printhead replacement event — not uncommon in a dusty foundry environment — can run ¥35,000–70,000 per incident. Factor that against an annual outsourcing spend, and the math often surprises first-time buyers.
A general guideline from manufacturing cost analysis: below a volume threshold that produces stable, predictable demand, outsourcing almost always carries lower total cost. Only when demand is stable, volumes are consistently high, and the capability itself is a core competitive differentiator does in-house ownership reliably win on economics.
For most small foundries running fewer than 300 mold sets per year — especially where demand is project-driven rather than stable — outsourcing is the better financial decision.
Is There a Way to Start Without Commitment?
If a foundry's annual volume doesn't justify equipment ownership, but the jobs requiring sand 3D printing are real and growing, the answer isn't to either buy equipment prematurely or turn the work away.
Kangshuo's printing-as-a-service model resolves this directly. There is no equipment purchase, no operator training curve, and no printhead maintenance overhead. Send your CAD files; receive printed, post-processed molds — with standard turnaround as fast as 3 to 5 days, and rush services available. You pay per project, evaluate the results against your actual casting requirements, and scale usage before committing to anything longer term.
Which Machine Fits Your Application?
The three platforms serve distinct needs. The KSS1800B handles large-volume sand mold production — build envelopes up to 1800 × 1000 × 700 mm at up to 360 L/h. The KS301C targets precision ceramic components at ±0.1 mm accuracy, suited for complex small-form parts in alumina, zirconia, or silicon oxide. The metal platform addresses direct metal part production across alloys from aluminum to nickel-based, with nine-transducer ultrasonic stress control for structural integrity. Sand for volume and speed; ceramic for precision; metal for end-use parts — three processes, one decision framework.

KS281MS (Metal)
KS301C (Ceramics)
KSS1800B (Sand)
What to Test Before You Sign: Four Sand Mold Performance Indicators Spec Sheets Don't Tell You
For foundries ready to buy, vendor brochures don't tell the full story. Verify printed molds against your specific requirements for strength, permeability, and collapsibility using your own part geometries. Demand test results on four indicators: tensile strength, gas evolution, dimensional accuracy, and collapsibility.
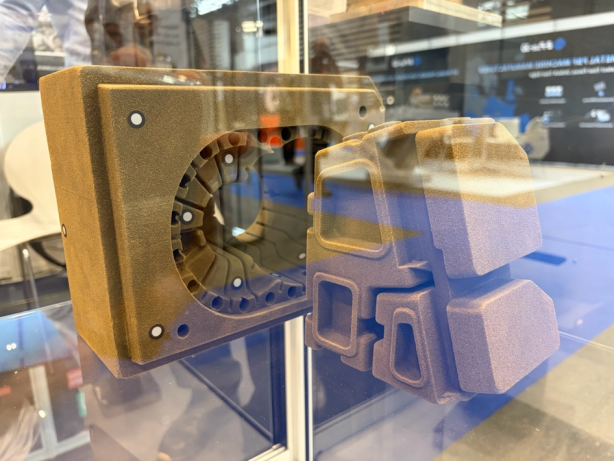
Sand Mold
1. Tensile Strength
Tensile strength is the baseline. Peer-reviewed research from AGH University of Krakow confirms that at 1.6–1.8% furan binder content with 0.2% curing agent, tensile strength exceeding 2 MPa is achievable. But the same paper's own experimental results show that strength varies significantly with sand grain size, binder type, and process parameters — with some configurations producing as low as 0.80 MPa under the same technology.
A spec sheet value generated under optimal vendor conditions may not reflect what your machine produces with your materials on your specific geometry. Ask for test results at your binder and sand combination, not theirs.
2. Gas Evolution
Gas evolution cannot be separated from strength. Binder content directly influences both mold strength and gas evolution; excessive binder blocks pores, reduces permeability, and increases the risk of gas defects in the final casting.
A mold that looks strong on paper but generates excessive gas under your pour temperature is a defect-producing liability, not an asset.
3. Dimensional Accuracy
Dimensional accuracy is where marketing language is most common and most dangerous. Tolerances quoted in brochures are achieved under controlled conditions.
Kangshuo's KSS1800B, for example, achieves ±0.3 mm across a build envelope of 1800 × 1000 × 700 mm — a verifiable, production-grade specification with a 400 dpi print resolution and adjustable layer thickness between 0.3–0.6 mm. That kind of specification is meaningful when it's backed by test results on parts that resemble what you'll actually be printing. Ask to see it on a part that looks like yours.
4. Collapsibility
Collapsibility is the most consistently overlooked of the four — and the most operationally costly when it fails. Standard mold quality assessment includes collapsibility tests as a core element of the evaluation suite; collapsibility directly determines how much labor and time shakeout requires after casting.
A mold rated high on tensile strength but poor on collapsibility can look excellent on a test bench and then cost your shakeout team hours of manual labor per pour.
Organic binders like furan do not retain strength at elevated temperatures the way inorganic binders do, which gives them their good collapsibility — but this property is highly sensitive to formulation and process variables, and cannot be assumed from tensile strength data alone.
The Procurement Checklist
Before signing, ask the vendor to print a sample using your actual CAD file, your casting alloy, and your intended binder system. Test all four indicators. Compare the results to what the spec sheet says.
If the numbers align, you have a trustworthy supplier. If they don't, you have your answer before the contract is signed — not after the first production failure.
References

Founded in 2010, Kangshuo Group is a pioneer in intelligent manufacturing for critical components, recognized as a National High-Tech Enterprise and a "Little Giant" by China's Ministry of Industry and Information Technology. Discover our expertise in new materials, innovative processes, advanced equipment, and tailored solutions for global industries.
H-1 Factory Building, Mingshan Industrial Park, Gaoping Economic and Technological Development Zone, Jincheng City, Shanxi Province, China.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. All right reserved Privacy Policy
