A 3D tiskárna pro písek přeměňuje 3D tisk písku na skutečnou výrobní technologii pro lití jakéhokoli rozměru. Vytlačování pojivem postupně vytváří pískové formy a jádra vrstvu po vrstvě přímo z CAD souborů. Tím se eliminuje tradiční výroba modelů a nástrojů, jako jsou například jádrové krabice.
Průmyslové platformy nyní dosahují rychlostí tvorby a velkých formátů, které činí sériovou výrobu forem a jader ekonomicky konkurenceschopnou i při krátkých dodacích lhůtách. Pro malá a středně velká lití umožňuje tento posun zpracovat zakázky, které dříve musela odmítnout.
Otázkou, kterou si většina lití brzy položí, je, zda je pořízení 3D tiskárna pro písek správným krokem pro jejich provoz – nebo zda je finančně výhodnější externě zadat službu 3D tisku pro lití .
Důvod pro použití 3D tisku písku je skutečný – ale závisí na tom, co odléváte
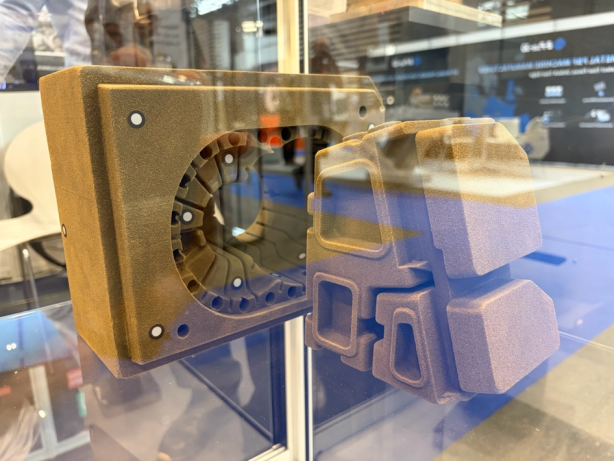
Než se pustíme do rozhodování mezi vlastní výrobou a outsourcingem, je užitečné jasně pochopit, kde technologie binder jetting skutečně nachází své uplatnění. Tato technologie přeměňuje schopnost lití sloužit zákazníkům: složitou součást, kterou dříve bylo nutné vyrobit pomocí formy s dodací lhůtou 4 až 8 týdnů, lze nyní odlít do 3D tištěné formy již během 72 hodin od přijetí CAD souboru. Tato výhoda rychlosti je nejvýznamnější ve třech scénářích: u prototypů a zkušebních odlivků, u nichž se očekávají změny konstrukce; u součástí se složitou vnitřní geometrií, kde by tradiční montáž jáder vyžadovala spojení několika dílů lepením; a u výroby malých a středních sérií, kde se amortizace nákladů na formy činí tradiční vzory ekonomicky nevýhodnými.
Z hlediska celkových nákladů je 3D tisk vždy ekonomičtější alternativou k konvenčním procesům až do určité velikosti šarže, protože se eliminují náklady na nástroje. Čím menší je velikost šarže a čím větší je geometrická složitost, tím větší je nákladová výhoda. Tato technologie nepotlačuje vysokoproduktivní nástrojové vybavení pro sériovou výrobu – avšak pro práci, kterou stále častěji zadávají malé lití, představuje strukturální zlepšení.
Otázka prahu objemu, kterou většina litin přeskočí
Zde se rozhodování stává složitějším. Nákup 3D tiskárna pro písek není totéž jako využívání pískového 3D tisku. Investice do zařízení má finanční smysl pouze nad určitým ročním objemem výroby forem – a tento práh je nižší, než se zdá na papíře, jakmile vezmete v úvahu všechny náklady spojené s vlastnictvím.
Pod určitým ročním prahovým objemem je obvykle cenově výhodnější outsourcing než vlastnictví zařízení. Eliminuje kapitálovou investici a zároveň stále poskytuje přístup k této technologii.
Výpočet bodu zvratu je v principu přímočarý:
Celkové náklady na vlastnictví: Čísla, která dodavatelé dobrovolně neuvádějí
Důkladná analýza celkových nákladů na vlastnictví musí zahrnovat nepřímé náklady vedle pořizovací ceny: údržbu, náhradní díly, kalibraci, spotřebu energie, technickou podporu, ztráty z prostojů a školení obsluhy. Tyto náklady jsou v době nákupu často podhodnocovány.
Výměna tiskové hlavy – což není v průmyslovém prostředí s prachem neobvyklé – může stát 35 000–70 000 jenů za jednu událost. Porovnejte to s ročními náklady na externí zpracování a výsledek často překvapí nové zákazníky.
Obecné vodítko z analýzy výrobních nákladů: Pokud objem nepřesáhne prahovou hodnotu, která zajišťuje stabilní a předvídatelnou poptávku, je externí výroba téměř vždy ekonomicky výhodnější. Vnitřní výroba se z hlediska nákladů vyplatí pouze tehdy, je-li poptávka stabilní, objemy trvale vysoké a daná kapacita klíčovým konkurenčním faktorem.
U většiny malých litoven, které ročně zpracují méně než 300 souborů forem – zejména pokud je poptávka projektově orientovaná a nikoli stabilní – je externí výroba finančně výhodnějším rozhodnutím.
Existuje způsob, jak začít bez závazku?
Pokud roční objem litovny nepodporuje vlastnictví výrobního zařízení, ale zakázky vyžadující 3D tisk pískových forem jsou skutečné a jejich počet stále roste, není řešením buď předčasný nákup zařízení, nebo odmítnutí zakázek.
Tiskový model Kangshuo jako služba tento problém řeší přímo. Není třeba zakoupit žádné zařízení, nepotřebujete školení operátorů ani údržbu tiskových hlav. Pošlete své CAD soubory a obdržíte vytištěné a dokončené formy – standardní doba dodání je již za 3 až 5 dní, jsou k dispozici i expedované služby. Platíte za každý projekt zvlášť, výsledky posoudíte ve vztahu ke skutečným požadavkům na lití a můžete postupně rozšiřovat využití služby, než se zavážete k delší spolupráci.
Který stroj vyhovuje vaší aplikaci?
Tři platformy splňují odlišné požadavky. KSS1800B je určen pro výrobu velkého množství pískových forem – pracovní prostor dosahuje rozměrů až 1800 × 1000 × 700 mm při výkonu až 360 L/h. KS301C je zaměřen na výrobu přesných keramických součástí s přesností ±0,1 mm, což jej činí vhodným pro složité malé díly z oxidu hlinitého, oxidu zirkoničitého nebo křemenného oxidu. Kovová platforma umožňuje přímou výrobu kovových součástí z různých slitin – od hliníku po slitiny na bázi niklu – s ultrazvukovou kontrolou napětí pomocí devíti snímačů, která zajišťuje strukturální integritu. Písek pro objem a rychlost; keramika pro přesnost; kov pro funkční součásti – tři procesy, jeden rozhodovací rámec.

KS281MS (kovová)
KS301C (keramika)
KSS1800B (písek)
Co otestovat ještě před podpisem: čtyři ukazatele výkonnosti pískových forem, které neuvádějí technické listy
U litoven, které jsou připraveny k nákupu, brožury dodavatelů nevyprávějí celý příběh. Ověřte tištěné formy proti vašim konkrétním požadavkům na pevnost, propustnost a kolapsibilitu pomocí vašich vlastních geometrií dílů. Požadujte výsledky testů čtyř ukazatelů: pevnost v tahu, vývoj plynu, rozměrová přesnost a kolapsibilita.
Písečné formy
1. Pevnost v tahu
Pevnost v tahu je základním parametrem. Výzkum s posouzením odbornou veřejností z AGH – Technické univerzity v Krakově potvrzuje, že při obsahu furanového pojiva 1,6–1,8 % a obsahu tužidla 0,2 % je dosažitelná pevnost v tahu přesahující 2 MPa. Stejná studie však uvádí vlastní experimentální výsledky, podle nichž se pevnost výrazně mění v závislosti na velikosti zrn písku, typu pojiva a technologických parametrech – u některých konfigurací byla při stejné technologii naměřena pevnost pouze 0,80 MPa.
Hodnota uvedená v technické specifikaci, získaná za optimálních podmínek dodavatele, nemusí odpovídat tomu, co vyprodukuje vaše strojní zařízení s vašimi materiály a na vaší konkrétní geometrii. Požadujte výsledky testů pro vaši kombinaci pojiva a písku, nikoli pro jejich kombinaci.
2. Vývoj plynu
Vývoj plynu nelze oddělit od pevnosti. Obsah pojiva přímo ovlivňuje jak pevnost formy, tak vývoj plynu; nadměrné množství pojiva uzavře póry, sníží propustnost a zvýší riziko plynových vad ve výsledném odlitku.
Forma, která vypadá na papíře silná, ale při vaší teplotě lití uvolňuje nadměrné množství plynu, je zdrojem vad, nikoli výhodou.
3. Rozměrová přesnost
Rozměrová přesnost je oblast, kde se nejčastěji objevuje marketingový jazyk – a to nejnebezpečnějším způsobem. Tolerance uvedené v brožurách jsou dosaženy za řízených podmínek.
Kangshuo KSS1800B například dosahuje přesnosti ±0,3 mm v celém pracovním prostoru 1800 × 1000 × 700 mm – ověřitelná, průmyslová specifikace s rozlišením tisku 400 dpi a nastavitelnou tloušťkou vrstvy v rozmezí 0,3–0,6 mm. Taková specifikace má smysl pouze tehdy, je-li potvrzena testovacími výsledky na dílech podobných těm, které skutečně tisknete. Požádejte o ukázku na dílu podobném vašemu.
4. Kolapsibilita
Sbíhavost je nejvíce opomíjeným z těchto čtyř ukazatelů – a zároveň nejnákladovějším z hlediska provozu, pokud selže. Standardní posouzení kvality formy zahrnuje testy sbíhavosti jako základní prvek celého hodnotícího souboru; sbíhavost přímo určuje, kolik práce a času vyžaduje odlišování litiny po odlití.
Forma s vysokou pevností v tahu, ale s nízkou sbíhavostí, může na zkušebním stolci vypadat vynikající, avšak poté stojí vaše tým pro odlišování litiny hodiny manuální práce na každý odlitek.
Organické pojiva, jako je furan, nezachovávají pevnost při zvýšených teplotách stejně jako anorganická pojiva, což jim zajišťuje dobrou sbíhavost – avšak tato vlastnost je velmi citlivá na složení směsi a technologické parametry a nemůže být odvozena pouze z údajů o pevnosti v tahu.
Kontrolní seznam pro nákup
Než podepíšete smlouvu, požádejte dodavatele, aby vytiskl vzorek pomocí vašeho skutečného CAD souboru, vaší odlitkové slitiny a vašeho zamýšleného pojivového systému. Ověřte všechny čtyři ukazatele. Porovnejte výsledky s údaji uvedenými v technické specifikaci.
Pokud se čísla shodují, máte důvěryhodného dodavatele. Pokud se neshodují, máte odpověď ještě před podpisem smlouvy — nikoli až po prvním výrobním selhání.
Odkazy

Založená v roce 2010, skupina Kangshuo je průkopníkem v oblasti inteligentní výroby pro kritické komponenty a je uznávána jako národní vyspělá technologická společnost a „Malý obr“ Ministerstvem průmyslu a informatiky Číny. Objevte naše know-how v oblasti nových materiálů, inovativních procesech, pokročilých zařízeních a šitých na míru řešeních pro globální průmysl.
H-1 Fabrika, Průmyslový park Mingshan, Ekonomické a technologické rozvojové pásmo Gaoping, město Jincheng, provincie Šan-si, Čína.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. Všechna práva vyhrazena Zásady ochrany soukromí
