Een zand-3D-printer maakt zand-3D-printen tot een echte productietechnologie voor gietijzerijen van elke grootte. Bij binder jetting worden zandvormen en -kernen laag voor laag direct vanuit CAD-bestanden gebouwd. Hierdoor vervallen traditionele patroonvorming en gereedschappen zoals kernkisten.
Industriële platforms bereiken nu opbouwsnelheden en grote bouwruimtes waardoor batchproductie van vormen en kernen economisch concurrerend is, zelfs bij korte levertijden. Voor kleine en middelgrote gietijzerijen betekent deze verschuiving toegang tot werk dat ze eerder moesten weigeren.
Maar de vraag waarmee de meeste gietijzerijen snel geconfronteerd worden, is of het aanschaffen van een zand-3D-printer de juiste keuze is voor hun bedrijfsvoering — of dat het uitbesteden aan een 3D-printdienst voor gietijzerijen financieel gezien meer zin maakt.
Het argument voor zand-3D-printen is reëel — maar het hangt af van wat u giet
Voordat u de beslissing neemt om zelf te produceren of uit te besteden, is het nuttig om duidelijk te zijn over waar binder jetting echt zijn waarde bewijst. Deze technologie verandert de mogelijkheden van een gieterij om klanten te bedienen: een complex onderdeel dat eerder een gereedschapsaanmaakperiode van 4 tot 8 weken vereiste, kan binnen 72 uur na ontvangst van een CAD-bestand worden gegoten uit een 3D-geprinte mal. Dit snelheidsvoordeel is het meest doorslaggevend in drie scenario’s: prototype- en proefgietingen waarbij ontwerpveranderingen worden verwacht, complexe interne geometrieën waarbij conventionele kernmontage meerdere stukken zou vereisen die aan elkaar moeten worden geplakt, en productieruns met lage tot matige volumes waarbij de afschrijving van gereedschap traditionele patronen economisch onhaalbaar maakt.
Wat de totale kosten betreft, is 3D-printen altijd de voordeligere alternatief voor conventionele processen tot een bepaalde oplag, omdat gereedschapskosten worden geëlimineerd. Hoe kleiner de oplag en hoe groter de geometrische complexiteit, des te groter het kostenvoordeel. De technologie vervangt niet de gereedschappen voor grootschalige productie — maar voor de opdrachten die kleine gieterijen in toenemende mate worden gevraagd te offreren, vormt ze een structurele verbetering.
De vraag naar het volumegebrek waar de meeste gieterijen overheen kijken
Hier wordt de beslissing lastiger. Het aanschaffen van een zand-3D-printer is niet hetzelfde als profiteren van zand-3D-printen. De investering in apparatuur is alleen financieel verantwoord boven een bepaald jaarlijks matrijsvolume — en dat drempelvolume is lager dan het op papier lijkt, zodra u rekening houdt met alles wat bij eigendom hoort.
Onder een bepaald jaarlijks volumegebrek is uitbesteden doorgaans kosteneffectiever dan eigen apparatuur bezitten. Dit elimineert de kapitaalinvestering, terwijl u toch toegang behoudt tot de technologie.
De break-evenberekening is in principe eenvoudig:
Totale eigendomskosten: De cijfers die leveranciers niet vrijwillig verstrekken
Een grondige analyse van de totale eigendomskosten moet indirecte kosten omvatten die verder gaan dan de aankoopprijs: onderhoud, reserveonderdelen, kalibratie, energieverbruik, technische ondersteuning, verliezen door stilstand en operatoropleiding. Deze kosten worden bij de aankoop vaak onderschat.
Een vervanging van een printkop — wat in een stoffige gieterijomgeving niet ongebruikelijk is — kan per geval ¥35.000–70.000 kosten. Reken dit tegen de jaarlijkse uitbestedingskosten en de berekening verrast vaak eerste kopers.
Een algemene richtlijn uit de productiekostenanalyse: onder een volume-drempelwaarde die stabiele, voorspelbare vraag oplevert, leidt outsourcen bijna altijd tot lagere totale kosten. Alleen wanneer de vraag stabiel is, de volumes consistent hoog zijn en de capaciteit zelf een kerncompetitief onderscheidend kenmerk vormt, leidt eigen beheer op economisch vlak betrouwbaar tot betere resultaten.
Voor de meeste kleine gieterijen die minder dan 300 mallensets per jaar verwerken — vooral wanneer de vraag projectgericht is in plaats van stabiel — is outsourcen de financieel betere keuze.
Is er een manier om te beginnen zonder binding?
Als het jaarlijkse volume van een gieterij niet rechtvaardigt dat er eigen apparatuur wordt aangeschaft, maar de klussen waarbij zand-3D-printen vereist is, wel degelijk bestaan en groeien, dan is het antwoord niet om voorbarig apparatuur aan te kopen of het werk af te wijzen.
Het printen-op-maat-model van Kangshuo lost dit direct op. Er is geen aankoop van apparatuur nodig, geen leercurve voor operators en geen onderhoudskosten voor de printkoppen. Stuur uw CAD-bestanden; ontvang geprinte, nagebewerkte mallen — met een standaardlevertijd van slechts 3 tot 5 dagen, en sneldiensten beschikbaar. U betaalt per project, beoordeelt de resultaten aan de hand van uw werkelijke gietvereisten en schaalt uw gebruik op voordat u zich langdurig verplicht.
Welke machine past bij uw toepassing?
De drie platforms voldoen aan verschillende behoeften. De KSS1800B is geschikt voor de productie van zandmallen in grote volumes — bouwomvang tot 1800 × 1000 × 700 mm met een snelheid van maximaal 360 L/u. De KS301C is gericht op precisieceramische componenten met een nauwkeurigheid van ±0,1 mm, geschikt voor complexe kleine onderdelen van aluminiumoxide, zirkoniumoxide of siliciumoxide. Het metalen platform richt zich op de directe productie van metalen onderdelen uit legeringen variërend van aluminium tot nikkelgebaseerde legeringen, met ultrasone spanningsregeling via negen transducers voor structurele integriteit. Zand voor volume en snelheid; ceramiek voor precisie; metaal voor functionele onderdelen — drie processen, één beslissingskader.

KS281MS (Metaal)
KS301C (Ceramiek)
KSS1800B (Zand)
Wat u moet testen voordat u tekent: vier prestatie-indicatoren voor zandmallen die technische specificaties niet vermelden
Voor gieterijen die klaar zijn om te kopen, vertellen leveranciersbrochures niet het volledige verhaal. Controleer gedrukte mallen op basis van uw specifieke eisen voor sterkte, permeabiliteit en instortbaarheid met behulp van uw eigen onderdeelgeometrieën. Vereis testresultaten op vier indicatoren: treksterkte, gasontwikkeling, dimensionele nauwkeurigheid en instortbaarheid.
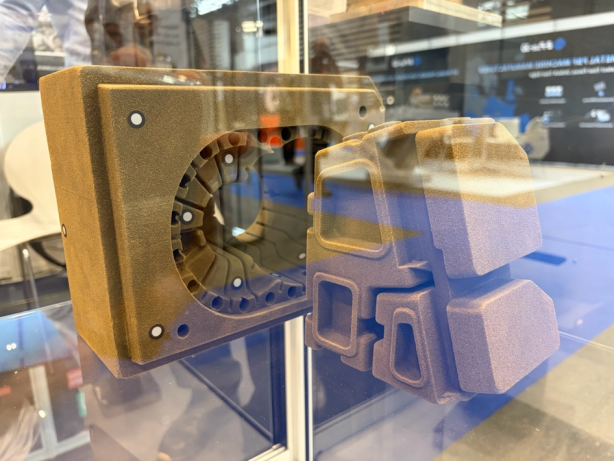
Zandvorm
1. Treksterkte
Treksterkte is de basis. Door collega’s beoordeeld onderzoek van de AGH-universiteit van Krakau bevestigt dat bij een furanbindermiddelgehalte van 1,6–1,8% en 0,2% uithardingsmiddel een treksterkte van meer dan 2 MPa haalbaar is. Maar de experimentele resultaten uit hetzelfde artikel laten zien dat de sterkte sterk varieert met korrelgrootte van het zand, bindertype en procesparameters — waarbij sommige configuraties onder dezelfde technologie slechts 0,80 MPa opleveren.
Een waarde op een specificatieblad, verkregen onder optimale omstandigheden van de leverancier, weerspiegelt mogelijk niet wat uw machine produceert met uw materialen en op uw specifieke geometrie. Vraag testresultaten aan voor uw combinatie van bindmiddel en zand, niet die van de leverancier.
2. Gasontwikkeling
Gasontwikkeling kan niet worden gescheiden van de sterkte. De bindermiddelinhoud beïnvloedt zowel de matrijssterkte als de gasontwikkeling direct; een te hoog bindermiddelgehalte blokkeert poriën, vermindert de doorlatendheid en verhoogt het risico op gasgebreken in het uiteindelijke gietstuk.
Een matrijs die op papier sterk lijkt, maar onder uw giettemperatuur excessieve hoeveelheden gas produceert, is een gebrekkige belasting, geen waardevol voordeel.
3. Afmetingsnauwkeurigheid
Afmetingsnauwkeurigheid is het gebied waar marketingtaal het meest voorkomt en het gevaarlijkst is. Toleranties die in brochures worden genoemd, worden bereikt onder gecontroleerde omstandigheden.
De KSS1800B van Kangshuo bereikt bijvoorbeeld ±0,3 mm binnen een bouwvolume van 1800 × 1000 × 700 mm — een verifieerbare, productiekwaliteitsspecificatie met een afdrukresolutie van 400 dpi en een instelbare laagdikte tussen 0,3 en 0,6 mm. Dit soort specificatie is betekenisvol wanneer deze wordt ondersteund door testresultaten op onderdelen die lijken op degene die u daadwerkelijk gaat printen. Vraag om deze resultaten te zien voor een onderdeel dat op het uwe lijkt.
4. Instortbaarheid
Instortbaarheid is het meest consequent over het hoofd gezien van de vier — en het operationeel duurste wanneer het mislukt. Een standaardbeoordeling van de malkwaliteit omvat instortbaarheidstests als een kernonderdeel van de evaluatieserie; instortbaarheid bepaalt direct hoeveel arbeid en tijd het schudden na het gieten vereist.
Een mal die hoog scoort op treksterkte maar slecht op instortbaarheid, kan er uitstekend uitzien op een testbank, maar vervolgens uren handmatige arbeid per gietgang kosten voor uw schudteam.
Organische bindmiddelen zoals furan behouden hun sterkte bij verhoogde temperaturen niet op dezelfde manier als anorganische bindmiddelen, wat hun goede instortbaarheid verklaart — maar deze eigenschap is zeer gevoelig voor formulering en procesvariabelen, en kan niet worden afgeleid uit alleen treksterktemetingen.
De inkoopchecklist
Voordat u tekent, vraag de leverancier om een monster te printen met uw werkelijke CAD-bestand, uw gietlegering en uw beoogde bindmiddelsysteem. Test alle vier de indicatoren. Vergelijk de resultaten met wat in de technische specificatie staat.
Als de cijfers overeenkomen, hebt u een betrouwbare leverancier. Als dat niet het geval is, heeft u uw antwoord al voordat het contract wordt ondertekend — niet pas na de eerste productiefaling.
Referenties

Opgericht in 2010, is de Kangshuo Group een pionier op het gebied van intelligente productie voor essentiële componenten en is erkend als een Nationaal High-Tech Onderneming en een "Little Giant" door het Chinese Ministerie van Industrie en Informatietechnologie. Ontdek onze expertise op het gebied van nieuwe materialen, innovatieve processen, geavanceerde apparatuur en op maat gemaakte oplossingen voor wereldwijde industrieën.
Fabrieksgebouw H-1, Mingshan Industriepark, Economische en Technologische Ontwikkelingszone Gaoping, Stad Jincheng, provincie Shanxi, China.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. Alle rechten voorbehouden Privacybeleid
