أ طابعة ثلاثية الأبعاد للرمل تحول عملية الطباعة ثلاثية الأبعاد للرمل إلى تقنية إنتاج حقيقية لورش الصبّاغية بمختلف أحجامها. وتُنشئ تقنية رش الروابط قوالب الرمل واللُّبَّات طبقةً تلو الأخرى مباشرةً من ملفات النماذج الحاسوبية (CAD). وهذا يلغي الحاجة إلى صنع النماذج التقليدية والأدوات مثل صناديق اللُّبَّات.
وقد وصلت المنصات الصناعية اليوم إلى معدلات بناء وسعة تنسيق كبيرة تجعل الإنتاج الدفعي للقوالب واللُّبَّات اقتصاديًّا وتنافسيًّا من حيث التكلفة، مع أوقات تسليم قصيرة. أما بالنسبة لورش الصبّاغية الصغيرة والمتوسطة الحجم، فإن هذا التحوّل يفتح أمامها فرص عمل كانت مضطرةً سابقًا إلى رفضها.
لكن السؤال الذي تصل إليه معظم ورش الصبّاغية بسرعة هو ما إذا كان شراء طابعة ثلاثية الأبعاد للرمل هو الخيار الأنسب لعملياتها أم لا — أو ما إذا كان التفويض الخارجي إلى خدمة الطباعة ثلاثية الأبعاد للورش الصبّاغية يُعَدّ خيارًا أكثر جدوى ماليًّا.
حالة الطباعة ثلاثية الأبعاد بالرمل حقيقية — لكنها تعتمد على نوع القطعة التي تُصبّ في القالب
قبل الخوض في قرار الشراء مقابل الاستعانة بمصادر خارجية، من المفيد أن تكون لديك وضوحٌ تامٌّ بشأن المجالات التي تُحقِّق فيها تقنية التلبيد بالرابط (Binder Jetting) فعلاً مكانتها. وتُغيِّر هذه التكنولوجيا قدرة مسبك ما على خدمة زبائنه: إذ يمكن صبُّ قطعة معقَّدة كانت تتطلَّب سابقاً فترة انتظار لتصنيع القوالب تتراوح بين ٤ و٨ أسابيع، من قالب مطبوع ثلاثي الأبعاد خلال ٧٢ ساعة فقط من استلام ملف التصميم بمساعدة الحاسوب (CAD). وهذه الميزة الزمنية تكون حاسمةً للغاية في ثلاثة سيناريوهات: الصب الأولي والتجريبي للنماذج الأولية حيث يُتوقَّع إدخال تغييرات على التصميم، والهندسات الداخلية المعقدة التي تتطلَّب في الطرق التقليدية تركيب نوى متعددة تُلصق مع بعضها البعض، والإنتاج بكميات منخفضة إلى متوسطة حيث تجعل عملية استهلاك تكلفة القوالب (Amortization) النماذج التقليدية غير مجدية اقتصاديًا.
من حيث التكاليف الإجمالية، تُعَد الطباعة ثلاثية الأبعاد دائمًا البديل الأكثر اقتصاديةً مقارنةً بالعمليات التقليدية حتى حجم دفعة معين، وذلك لأنها تلغي تكاليف القوالب. وكلما قلّ حجم الدفعة وزادت التعقيد الهندسي للقطعة، زادت الميزة التكلفة الناتجة عن هذه التكنولوجيا. ومع ذلك، لا تحل هذه التكنولوجيا محل القوالب عالية الإنتاج المُستخدمة في عمليات التصنيع الضخم، بل تُشكِّل تحسينًا هيكليًّا للعمل الذي تُطلَب من الصبّاغات الصغيرة بشكل متزايد تقديمه وتقدير تكلفته.
سؤال العتبة الحجمية الذي تتجاهله معظم الصبّاغات
هنا تصبح عملية اتخاذ القرار أكثر صعوبة. شراء جهاز طابعة ثلاثية الأبعاد للرمل ليس هو نفسه الاستفادة من تقنية الطباعة ثلاثية الأبعاد للرمال. فاستثمار المعدات لا يكون مجدًٍا ماليًّا إلا عند تجاوز حجم سنوي معين من القوالب، وهذه العتبة أقل مما قد يبدو عليه الأمر على الورق بمجرد أخذ جميع التكاليف المرتبطة بالامتلاك في الاعتبار.
تحت عتبة الحجم السنوي المحددة، يُفضَّل عادةً الاستعانة بمصادر خارجية بدلًا من امتلاك المعدات، إذ يؤدي ذلك إلى إلغاء الاستثمار الرأسمالي مع ضمان الاستمرار في الوصول إلى هذه التكنولوجيا.
إن حساب نقطة التعادل بسيط من حيث المبدأ:
التكلفة الإجمالية للامتلاك: الأرقام التي لا تُقدّمها الشركات المصنّعة طواعيةً
ويجب أن تتضمّن تحليلات التكلفة الإجمالية للامتلاك بدقةً التكاليف غير المباشرة التي تتجاوز سعر الشراء: الصيانة، وقطع الغيار، والمعايرة، واستهلاك الطاقة، والدعم الفني، وخسائر التوقّف عن التشغيل، وتدريب المشغلين. وهذه التكاليف تُقلَّل عادةً من تقديراتها عند وقت الشراء.
ويمكن أن تصل تكلفة استبدال رأس طباعة — وهي حدثٌ ليس نادرًا في بيئة صبّ مغبرة — إلى ٣٥٠٠٠–٧٠٠٠٠ ين ياباني لكل حادثة. وعند مقارنتها مع الإنفاق السنوي على الاستعانة بمصادر خارجية، فإن الحسابات غالبًا ما تفاجئ المشترين لأول مرة.
إرشاد عام مستمدٌ من تحليل تكاليف التصنيع: فتحت عتبة حجمية تُولِّد طلبًا مستقرًا وقابلًا للتنبؤ، يكون الاستعانة بمصادر خارجية دائمًا تقريبًا أقل تكلفةً إجماليةً. ولا يتفوَّق امتلاك القدرة داخليًّا من الناحية الاقتصادية بشكلٍ موثوقٍ إلا عندما يكون الطلب مستقرًّا، والكميات مرتفعة باستمرار، وتكون تلك القدرة نفسها عاملاً جوهريًّا في التمايز التنافسي.
وبالنسبة لمعظم الصبّاغات الصغيرة التي تُشغِّل أقل من ٣٠٠ مجموعة قوالب سنويًّا — وبخاصةٍ حين يكون الطلب مُرتهنًا للمشاريع بدلًا من أن يكون مستقرًّا — فإن الاستعانة بمصادر خارجية تُعَدُّ القرار المالي الأفضل.
هل توجد طريقة للبدء دون التزام؟
فإذا لم تكن الكمية السنوية التي تنتجها الصبّاغة كافية لتبرير امتلاك المعدات، لكن المهام التي تتطلَّب الطباعة ثلاثية الأبعاد بالرمل حقيقيةٌ وفي تزايدٍ مستمرٍ، فالحل ليس شراء المعدات قبل أوانها أو رفض تنفيذ هذه المهام.
نموذج كنغشو للطباعة كخدمة يحل هذه المشكلة مباشرةً. فلا توجد حاجة لشراء معدات، ولا حاجة لتدريب المشغلين، ولا تكاليف صيانة للرؤوس الطباعية. أرسل ملفات التصميم بمساعدة الحاسوب (CAD) الخاصة بك، وستتلقى قوالب مطبوعة وخاضعة للمعالجة اللاحقة — مع فترة التسليم القياسية التي قد تصل إلى ٣–٥ أيام، وتتوفر خدمات التسليم العاجل أيضًا. وتدفع مقابل كل مشروع على حدة، وتقيّم النتائج وفق متطلبات الصب الفعلية لديك، ثم توسع نطاق الاستخدام قبل الالتزام بأي اتفاق طويل الأجل.
أي جهاز يناسب تطبيقك؟
تخدم المنصات الثلاثة احتياجات مختلفة. وتُعنى منصة KSS1800B بإنتاج قوالب الرمل بكميات كبيرة — حيث تصل أبعاد حجم البناء إلى ١٨٠٠ × ١٠٠٠ × ٧٠٠ مم وبمعدل يصل إلى ٣٦٠ لترًا/ساعة. أما منصة KS301C فهي موجَّهة لإنتاج مكونات السيراميك عالية الدقة بدقة ±٠٫١ مم، وهي مناسبة للأجزاء الصغيرة المعقدة المصنوعة من الألومينا أو الزركونيا أو أكسيد السيليكون. ومن ناحية أخرى، تُعنى المنصة المعدنية بإنتاج الأجزاء المعدنية مباشرةً عبر سبائك تتراوح بين الألومنيوم والسبائك القائمة على النيكل، مع التحكم في الإجهادات فوق الصوتية باستخدام تسع مستقبلات لضمان السلامة البُنية. فالرمل يُستخدم للإنتاج الكمي والسرعة، بينما تُستخدَم السيراميك لتحقيق الدقة، والمعدن لإنتاج الأجزاء الجاهزة للاستخدام النهائي — ثلاث عمليات تُدار ضمن إطار قرار واحد.

KS281MS (معدنية)
KS301C (سيراميك)
KSS1800B (رمل)
ما الذي يجب اختباره قبل التوقيع: أربعة مؤشرات لأداء قوالب الرمل لا تُبيِّنها ورقات المواصفات
بالنسبة لورش الصب الجاهزة للشراء، فإن كتيبات المورِّدين لا تروي القصة كاملة. تحقَّق من قوالب الطباعة وفق متطلباتك الخاصة من حيث المتانة، والقابلية للاختراق، والانهيار باستخدام هندسة القطع الخاصة بك. واطلب نتائج الاختبارات الخاصة بأربعة مؤشرات: مقاومة الشد، وانبعاث الغاز، والدقة الأبعادية، والانهيار.
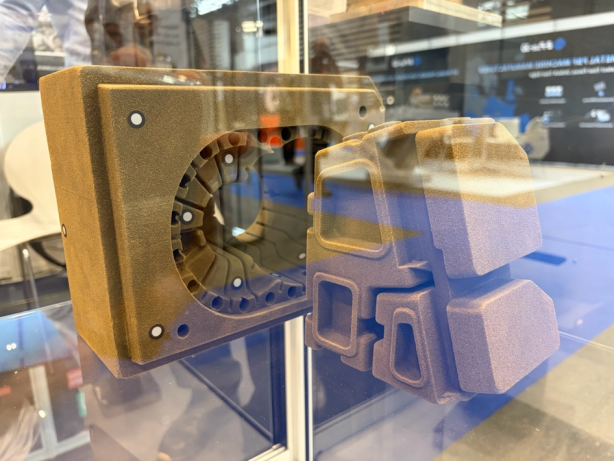
القالب الرملي
١. مقاومة الشد
مقاومة الشد هي المعيار الأساسي. وقد أكَّدت أبحاث مُراجَعة الأقران من جامعة آغ في كراكوف أن مقاومة شد تجاوز ٢ ميجا باسكال يمكن تحقيقها عند محتوى رابط الفوران بنسبة ١,٦–١,٨٪ مع عامل تصلُّب بنسبة ٠,٢٪. لكن النتائج التجريبية الواردة في نفس البحث تبيِّن أن هذه المقاومة تتغير بشكل كبير تبعًا لحجم حبوب الرمل ونوع الرابط ومتغيرات العملية — إذ تنتج بعض التكوينات مقاومة شد منخفضة تصل إلى ٠,٨٠ ميجا باسكال حتى عند استخدام نفس التقنية.
قد لا تعكس القيمة المذكورة في ورقة المواصفات، والتي تم إعدادها في ظل ظروف مثلى للمورِّد، ما تنتجه آلاتك باستخدام موادك وهندستك الخاصة. لذا اطلب نتائج الاختبارات الخاصة بمزيج الرابط والرمل الذي تستخدمه أنت، وليس الذي يستخدمه المورِّد.
٢. تطور الغاز
لا يمكن فصل تطور الغاز عن المتانة. فمحتوى المادة الرابطة يؤثر مباشرةً على متانة القالب وتطور الغاز معًا؛ إذ يؤدي الإفراط في كمية المادة الرابطة إلى انسداد المسام، وتقليل النفاذية، وزيادة خطر حدوث عيوب ناتجة عن الغاز في القطعة المسبوكة النهائية.
إن القالب الذي يبدو متينًا على الورق لكنه يولّد كمّاً زائداً من الغاز عند درجة حرارة الصب المستخدمة يُعدّ عامل خطرٍ يُنتج عيوباً، وليس أصلاً ذا قيمة.
٣. الدقة الأبعادية
الدقة الأبعادية هي المجال الذي تكثر فيه اللغة التسويقية أكثر ما تكون، وأكثر ما تكون خطورةً. فالتسامحات المذكورة في الكتيبات الترويجية تحقَّق في ظروف خاضعة للرقابة.
فعلى سبيل المثال، يحقِّق نموذج كنغشوو KSS1800B دقةً أبعاديةً مقدارها ±٠٫٣ مم عبر حجم البناء البالغ ١٨٠٠ × ١٠٠٠ × ٧٠٠ مم — وهي مواصفةٌ قابلةٌ للتحقق منها ومُلائمةٌ للإنتاج الفعلي، وتتميّز بدقة طباعة تبلغ ٤٠٠ نقطة في البوصة (dpi) وسمك طبقة قابل للضبط بين ٠٫٣ و٠٫٦ مم. وهذه النوعية من المواصفات ذات معنىٍ حقيقيٍّ عندما تدعمها نتائج الاختبارات التي أُجريت على أجزاء تشبه تلك التي ستقوم بطباعتها فعليًّا. لذا اطلب رؤية هذه النتائج على جزءٍ يشبه جزئك.
٤. القابلية للانهيار
الانهيارية هي العامل الأقل اهتمامًا باستمرار من بين العوامل الأربعة — وهي الأكثر تكلفة تشغيلياً عند فشلها. وتشمل تقييمات جودة القوالب القياسية اختبارات الانهيارية كعنصر أساسي في مجموعة التقييمات؛ إذ تحدد الانهيارية مباشرةً كمية الجهد اليدوي والوقت اللازمين لعملية إزالة القالب بعد الصب.
قد يبدو قالبٌ يُصنَّف عالي المقاومة الشدّية لكنه ضعيف الانهيارية ممتازاً على منضدة الاختبار، ثم يكلِّف فريق إزالة القوالب ساعاتٍ من العمل اليدوي لكل صب.
الروابط العضوية مثل الفوران لا تحتفظ بقوتها عند درجات الحرارة المرتفعة بالطريقة التي تحتفظ بها الروابط غير العضوية، ما يمنحها انكماشية جيدة — لكن هذه الخاصية حساسة للغاية تجاه تركيب المادة ومتغيرات العملية، ولا يمكن افتراضها من بيانات مقاومة الشد وحدها.
قائمة مراجعة المشتريات
قبل التوقيع، اطلب من المورد طباعة عينة باستخدام ملف CAD الفعلي الخاص بك، وسبائك الصب المستخدمة، ونظام الرابطة المقصود. وافحص المؤشرات الأربعة جميعها، وقارن النتائج بما ورد في ورقة المواصفات.
إذا تطابقت الأرقام، فلديك موردٌ موثوقٌ به. أما إذا لم تتطابق، فستحصل على إجابتك قبل توقيع العقد — وليس بعد حدوث أول عطل في الإنتاج.
المراجع

تأسست مجموعة كانغشو عام 2010 وهي رائدة في التصنيع الذكي للمكونات الحرجة، وتم الاعتراف بها كشركة وطنية تقنية عالية وكـ"ليتل جاينت" من قبل وزارة الصناعة وتكنولوجيا المعلومات الصينية. اكتشف خبرتنا في المواد الجديدة والعمليات الابتكارية والمعدات المتقدمة والحلول المخصصة للصناعات العالمية.
مبنى المصنع H-1، حديقة مينغشان الصناعية، المنطقة الاقتصادية والتقنية لتطوير جاوبينغ، مدينة جينتشينغ، مقاطعة شانشي، الصين.
حقوق النشر © 2026 شركة كانغشوو للطاقة الكهربائية المحدودة. جميع الحقوق محفوظة سياسة الخصوصية
