Một máy in 3D cát biến công nghệ in 3D cát thành một giải pháp sản xuất thực sự cho mọi xưởng đúc, bất kể quy mô. Công nghệ phun chất kết dính (binder jetting) tạo ra khuôn và lõi cát từng lớp một trực tiếp từ các tệp CAD. Phương pháp này loại bỏ hoàn toàn việc chế tạo mẫu truyền thống và các dụng cụ như hộp làm lõi.
Các nền tảng công nghiệp hiện nay đạt được tốc độ xây dựng và kích thước buồng in lớn đến mức việc sản xuất hàng loạt khuôn và lõi trở nên cạnh tranh về mặt kinh tế, đồng thời rút ngắn đáng kể thời gian giao hàng. Đối với các xưởng đúc nhỏ và vừa, sự thay đổi này mở ra cơ hội nhận thêm đơn hàng mà trước đây họ buộc phải từ chối.
Tuy nhiên, câu hỏi mà hầu hết các xưởng đúc nhanh chóng đặt ra là liệu việc mua một máy in 3D cát có phù hợp với hoạt động sản xuất của họ hay không — hay việc thuê ngoài dịch vụ in 3D cho ngành đúc sẽ mang lại hiệu quả tài chính cao hơn.
Lý do lựa chọn in 3D bằng cát là hoàn toàn có cơ sở — nhưng điều này còn phụ thuộc vào loại vật đúc bạn đang sản xuất
Trước khi đi sâu vào quyết định mua hay thuê ngoài, việc làm rõ vị trí thực sự của công nghệ phun chất kết dính (binder jetting) là rất hữu ích. Công nghệ này làm thay đổi khả năng phục vụ khách hàng của một xưởng đúc: một chi tiết phức tạp trước đây cần chờ từ 4 đến 8 tuần để chế tạo khuôn nay có thể được rót kim loại trực tiếp từ khuôn in 3D chỉ trong vòng 72 giờ kể từ khi nhận được tệp CAD. Lợi thế về tốc độ này đặc biệt quan trọng trong ba tình huống sau: (1) chế tạo mẫu thử và đúc thử nghiệm, nơi thiết kế thường xuyên thay đổi; (2) các chi tiết có hình dạng bên trong phức tạp, đòi hỏi lắp ráp lõi theo phương pháp truyền thống gồm nhiều mảnh riêng biệt dán lại với nhau; và (3) sản xuất loạt nhỏ đến trung bình, nơi chi phí phân bổ khuôn làm cho việc sử dụng mẫu truyền thống trở nên không hiệu quả về mặt kinh tế.
Xét về tổng chi phí, in 3D luôn là lựa chọn kinh tế hơn so với các quy trình truyền thống cho đến một khối lượng sản xuất nhất định, bởi vì chi phí chế tạo khuôn được loại bỏ hoàn toàn. Khối lượng sản xuất càng nhỏ và độ phức tạp hình học càng cao thì lợi thế chi phí càng lớn. Công nghệ này không thay thế việc chế tạo khuôn quy mô lớn dành cho sản xuất hàng loạt — nhưng đối với những công việc mà các xưởng đúc nhỏ ngày càng được yêu cầu báo giá, đây là một cải tiến mang tính cấu trúc.
Câu hỏi về ngưỡng khối lượng mà hầu hết các xưởng đúc thường bỏ qua
Đây là lúc quyết định trở nên khó khăn hơn. Việc mua một máy in 3D cát không giống như việc tận dụng được công nghệ in 3D trên cát. Khoản đầu tư thiết bị chỉ mang lại hiệu quả tài chính khi đạt một khối lượng khuôn sản xuất hàng năm nhất định — và ngưỡng này thấp hơn mức bạn tưởng khi xét đến toàn bộ chi phí đi kèm với việc sở hữu thiết bị.
Dưới một ngưỡng khối lượng sản xuất hàng năm nhất định, việc thuê ngoài thường tiết kiệm chi phí hơn so với tự đầu tư thiết bị. Điều này giúp loại bỏ khoản đầu tư vốn ban đầu trong khi vẫn đảm bảo tiếp cận được công nghệ.
Việc tính điểm hòa vốn về nguyên tắc là khá đơn giản:
Tổng chi phí sở hữu: Những con số nhà cung cấp thường không chủ động cung cấp
Một phân tích kỹ lưỡng về tổng chi phí sở hữu phải bao gồm cả các chi phí gián tiếp ngoài giá mua: bảo trì, phụ tùng thay thế, hiệu chuẩn, tiêu thụ năng lượng, hỗ trợ kỹ thuật, tổn thất do ngừng hoạt động và đào tạo người vận hành. Những chi phí này thường bị đánh giá thấp một cách hệ thống vào thời điểm mua sắm.
Một lần thay đầu in — điều không hiếm gặp trong môi trường xưởng đúc nhiều bụi — có thể tốn từ 35.000 đến 70.000 yên mỗi lần. Hãy so sánh khoản chi này với chi phí thuê ngoài hàng năm, và phép tính thường khiến những khách hàng mới lần đầu mua sắm phải bất ngờ.
Một hướng dẫn chung từ phân tích chi phí sản xuất: dưới ngưỡng khối lượng tạo ra nhu cầu ổn định và có thể dự báo được, việc thuê ngoài gần như luôn mang lại tổng chi phí thấp hơn. Chỉ khi nhu cầu ổn định, khối lượng sản xuất liên tục ở mức cao và năng lực đó bản thân nó là yếu tố khác biệt cạnh tranh cốt lõi thì việc tự chủ sở hữu mới thực sự mang lại lợi thế kinh tế.
Đối với hầu hết các xưởng đúc nhỏ vận hành ít hơn 300 bộ khuôn mỗi năm — đặc biệt là trong trường hợp nhu cầu phụ thuộc vào từng dự án thay vì ổn định — việc thuê ngoài là quyết định tài chính tốt hơn.
Có cách nào để bắt đầu mà không cần cam kết ngay từ đầu hay không?
Nếu khối lượng hàng năm của một xưởng đúc không đủ để biện minh cho việc sở hữu thiết bị, nhưng các công việc yêu cầu in 3D khuôn cát là có thật và đang gia tăng, thì giải pháp không phải là mua thiết bị quá sớm hoặc từ chối nhận công việc.
Mô hình in ấn theo yêu cầu của Kangshuo giải quyết vấn đề này một cách trực tiếp. Không cần mua thiết bị, không cần đào tạo người vận hành, và không phát sinh chi phí bảo trì đầu in. Chỉ cần gửi file CAD của bạn; bạn sẽ nhận được khuôn đã in và xử lý hậu kỳ — thời gian giao hàng tiêu chuẩn nhanh nhất chỉ từ 3 đến 5 ngày làm việc, đồng thời dịch vụ khẩn cấp cũng sẵn có. Bạn thanh toán theo từng dự án, đánh giá kết quả dựa trên yêu cầu đúc thực tế của mình và mở rộng quy mô sử dụng trước khi cam kết bất kỳ hợp đồng dài hạn nào.
Máy nào phù hợp với ứng dụng của bạn?
Ba nền tảng này phục vụ các nhu cầu khác nhau. KSS1800B xử lý sản xuất khuôn cát khối lượng lớn — với kích thước vùng xây dựng tối đa 1800 × 1000 × 700 mm và tốc độ xây dựng lên đến 360 L/giờ. KS301C hướng đến các thành phần gốm sứ độ chính xác cao (±0,1 mm), phù hợp để chế tạo các chi tiết nhỏ phức tạp từ nhôm oxit, zirconia hoặc oxit silic. Nền tảng kim loại dành riêng cho việc sản xuất trực tiếp các chi tiết kim loại từ nhiều loại hợp kim, từ nhôm đến hợp kim nền niken, kèm theo hệ thống kiểm soát ứng suất siêu âm gồm chín đầu dò nhằm đảm bảo độ bền cấu trúc. Cát dành cho sản xuất số lượng lớn và tốc độ cao; gốm sứ dành cho độ chính xác cao; kim loại dành cho các chi tiết dùng trực tiếp — ba quy trình, một khung ra quyết định.

KS281MS (Kim loại)
KS301C (Gốm sứ)
KSS1800B (Cát)
Những yếu tố cần kiểm tra trước khi ký hợp đồng: Bốn chỉ số hiệu năng khuôn cát mà bảng thông số kỹ thuật không đề cập
Đối với các nhà máy đúc sẵn sàng mua, các tờ rơi của nhà cung cấp không kể đầy đủ toàn bộ câu chuyện. Hãy xác minh các khuôn in theo các yêu cầu cụ thể của bạn về độ bền, độ thấm khí và khả năng sụp đổ bằng chính hình học chi tiết của bạn. Yêu cầu kết quả thử nghiệm trên bốn chỉ tiêu: độ bền kéo, lượng khí sinh ra, độ chính xác kích thước và khả năng sụp đổ.
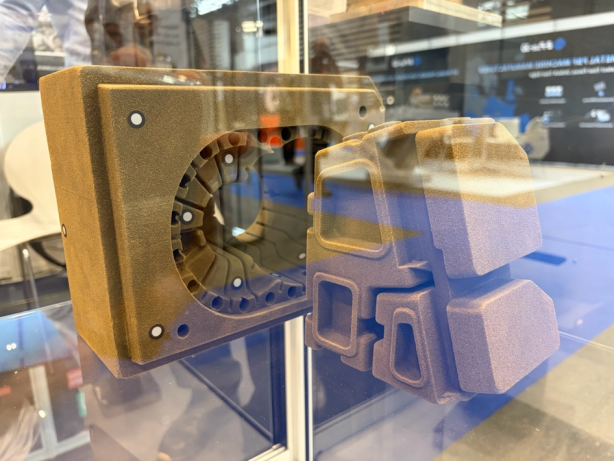
Molds Cát
1. Độ bền kéo
Độ bền kéo là tiêu chuẩn cơ bản. Nghiên cứu được bình duyệt bởi đồng nghiệp từ Đại học Khoa học và Công nghệ AGH ở Krakow khẳng định rằng với hàm lượng chất kết dính furan ở mức 1,6–1,8% và chất đóng rắn ở mức 0,2%, có thể đạt được độ bền kéo vượt quá 2 MPa. Tuy nhiên, kết quả thí nghiệm thực tế trong cùng bài báo cho thấy độ bền thay đổi đáng kể tùy theo cỡ hạt cát, loại chất kết dính và các thông số quy trình — với một số cấu hình chỉ đạt mức thấp nhất là 0,80 MPa ngay cả khi sử dụng cùng công nghệ.
Giá trị ghi trên bảng thông số kỹ thuật được tạo ra trong điều kiện tối ưu do nhà cung cấp thiết lập có thể không phản ánh đúng kết quả mà máy của bạn sản xuất ra khi sử dụng vật liệu và hình học chi tiết cụ thể của bạn. Hãy yêu cầu kết quả thử nghiệm với tổ hợp chất kết dính và cát của bạn, chứ không phải của họ.
2. Sự thoát khí
Sự thoát khí không thể tách rời khỏi độ bền. Lượng chất kết dính trực tiếp ảnh hưởng đến cả độ bền khuôn và sự thoát khí; lượng chất kết dính quá mức sẽ bịt kín các lỗ rỗng, làm giảm tính thấm khí và tăng nguy cơ xuất hiện khuyết tật do khí trong vật đúc thành phẩm.
Một khuôn có vẻ bền trên giấy nhưng lại sinh ra lượng khí quá lớn ở nhiệt độ rót của bạn sẽ trở thành yếu tố gây khuyết tật chứ không phải là lợi thế.
3. Độ chính xác về kích thước
Độ chính xác về kích thước là lĩnh vực mà ngôn ngữ tiếp thị phổ biến nhất và cũng nguy hiểm nhất. Các dung sai được nêu trong tài liệu quảng cáo thường chỉ đạt được trong điều kiện kiểm soát nghiêm ngặt.
Ví dụ, máy in KSS1800B của Kangshuo đạt độ chính xác ±0,3 mm trên toàn bộ vùng xây dựng 1800 × 1000 × 700 mm — một thông số kỹ thuật có thể kiểm chứng được, đạt tiêu chuẩn sản xuất thực tế, với độ phân giải in 400 dpi và độ dày lớp có thể điều chỉnh trong khoảng 0,3–0,6 mm. Loại thông số kỹ thuật như vậy mới thực sự có ý nghĩa khi được hỗ trợ bởi kết quả thử nghiệm trên các chi tiết tương tự với những gì bạn thực sự sẽ in. Hãy yêu cầu xem kết quả thử nghiệm đó trên một chi tiết giống với chi tiết của bạn.
4. Khả năng co sụp
Khả năng co lại là yếu tố bị bỏ qua nhất một cách nhất quán trong số bốn yếu tố — và cũng là yếu tố gây tốn kém nhất về mặt vận hành khi không đạt yêu cầu. Đánh giá chất lượng khuôn tiêu chuẩn bao gồm các bài kiểm tra khả năng co lại như một thành phần cốt lõi trong bộ đánh giá; khả năng co lại trực tiếp quyết định lượng lao động và thời gian cần thiết cho công đoạn làm sạch (shakeout) sau khi rót.
Một khuôn đạt điểm cao về độ bền kéo nhưng kém về khả năng co lại có thể trông tuyệt vời trên bàn thử nghiệm, song lại khiến đội làm sạch (shakeout) của bạn phải mất hàng giờ lao động thủ công cho mỗi lần rót.
Các chất kết dính hữu cơ như furan không giữ được độ bền ở nhiệt độ cao như các chất kết dính vô cơ, nhờ đó chúng có khả năng co lại tốt — tuy nhiên đặc tính này rất nhạy cảm với công thức pha chế và các thông số quy trình, nên không thể suy ra chỉ từ dữ liệu độ bền kéo.
Danh sách kiểm tra mua hàng
Trước khi ký hợp đồng, hãy yêu cầu nhà cung cấp in mẫu thử bằng đúng tập tin CAD của bạn, hợp kim đúc của bạn và hệ thống chất kết dính mà bạn dự định sử dụng. Kiểm tra cả bốn chỉ số. So sánh kết quả thu được với những thông số nêu trong bảng thông số kỹ thuật.
Nếu các con số khớp nhau, bạn có một nhà cung cấp đáng tin cậy. Nếu không, bạn đã có câu trả lời ngay từ trước khi ký hợp đồng — chứ không phải sau khi xảy ra sự cố sản xuất đầu tiên.
Các tài liệu tham khảo

Được thành lập vào năm 2010, Tập đoàn Kangshuo là tiên phong trong sản xuất thông minh các bộ phận quan trọng, được công nhận là Doanh nghiệp Công nghệ Cao Quốc gia và là "Tiểu khổng lồ" bởi Bộ Công nghiệp và Công nghệ Thông tin Trung Quốc. Khám phá chuyên môn của chúng tôi trong lĩnh vực vật liệu mới, quy trình đổi mới, thiết bị tiên tiến và giải pháp tùy chỉnh cho các ngành công nghiệp toàn cầu.
Tòa nhà H-1, Khu công nghiệp Mingshan, Khu phát triển kinh tế và công nghệ Gaoping, Thành phố Jincheng, Tỉnh Sơn Tây, Trung Quốc.
Bản quyền © 2026 Công ty TNHH Tập đoàn Điện Kangshuo. Mọi quyền được bảo lưu Chính sách bảo mật
