A impresora 3D de arena convierte la impresión 3D de arena en una auténtica tecnología de producción para fundiciones de cualquier tamaño. La inyección de aglutinante construye moldes y núcleos de arena capa por capa directamente a partir de archivos CAD. Esto elimina la fabricación tradicional de patrones y herramientas, como las cajas para núcleos.
Actualmente, las plataformas industriales alcanzan velocidades de construcción y volúmenes de formato grande que hacen que la producción por lotes de moldes y núcleos sea económicamente competitiva, incluso con plazos de entrega cortos. Para fundiciones pequeñas y medianas, este cambio les permite asumir trabajos que anteriormente tenían que rechazar.
Pero la pregunta a la que la mayoría de las fundiciones llega rápidamente es si comprar una impresora 3D de arena es la decisión adecuada para su operación o si externalizar a un servicio de impresión 3D para fundiciones tiene más sentido financiero.
El caso a favor de la impresión 3D con arena es real, pero depende de lo que se vaya a fundir
Antes de analizar la decisión de comprar frente a externalizar, resulta útil tener claro dónde la tecnología de inyección de aglutinante realmente justifica su uso. Esta tecnología transforma la capacidad de una fundición para atender a sus clientes: una pieza compleja que anteriormente requería una espera de 4 a 8 semanas para la fabricación de moldes puede fundirse a partir de un molde impreso en 3D en un plazo de 72 horas tras recibir el archivo CAD. Esta ventaja de velocidad resulta decisiva sobre todo en tres escenarios: fundiciones de prototipos y pruebas, donde se prevén cambios de diseño; geometrías internas complejas, en las que el ensamblaje convencional de núcleos exigiría múltiples piezas pegadas entre sí; y series de producción de volumen bajo a medio, donde la amortización de los moldes hace que los patrones tradicionales no sean económicamente viables.
En términos de costos totales, la impresión 3D siempre es la alternativa más económica frente a los procesos convencionales hasta cierto tamaño de lote, ya que elimina los costos de herramientas. Cuanto menor sea el tamaño del lote y mayor la complejidad geométrica, mayor será la ventaja de costos. Esta tecnología no sustituye las herramientas de alta producción para series masivas, pero sí representa una mejora estructural para el tipo de trabajo que, cada vez con mayor frecuencia, se solicita cotizar a fundiciones pequeñas.
La pregunta del umbral de volumen que la mayoría de las fundiciones omiten
Aquí es donde la decisión se vuelve más difícil. Adquirir una impresora 3D de arena no equivale a beneficiarse de la impresión 3D en arena. La inversión en equipos solo resulta rentable por encima de cierto volumen anual de moldes, y dicho umbral es más bajo de lo que parece a primera vista, una vez que se tienen en cuenta todos los costos asociados a su propiedad.
Por debajo de cierto umbral de volumen anual, subcontratar suele ser más rentable que poseer equipos propios. Así se evita la inversión de capital y, al mismo tiempo, se mantiene el acceso a la tecnología.
El cálculo del punto de equilibrio es sencillo en principio:
Costo total de propiedad: los números que los proveedores no ofrecen voluntariamente
Un análisis riguroso del costo total de propiedad debe incluir costos indirectos más allá del precio de compra: mantenimiento, piezas de repuesto, calibración, consumo energético, soporte técnico, pérdidas por tiempo de inactividad y capacitación del operador. Estos costos suelen subestimarse sistemáticamente en el momento de la compra.
Un reemplazo de cabezal de impresión —evento nada infrecuente en un entorno polvoriento como una fundición— puede costar entre ¥35 000 y ¥70 000 por incidente. Al compararlo con el gasto anual en externalización, los cálculos suelen sorprender a los compradores por primera vez.
Una directriz general derivada del análisis de costos de fabricación: por debajo de un umbral de volumen que genere una demanda estable y predecible, la subcontratación casi siempre implica un costo total menor. Solo cuando la demanda es estable, los volúmenes son constantemente altos y la capacidad en sí misma constituye un diferenciador competitivo clave, la propiedad interna resulta sistemáticamente más ventajosa desde el punto de vista económico.
Para la mayoría de las fundiciones pequeñas que producen menos de 300 juegos de moldes al año —especialmente cuando la demanda depende de proyectos específicos en lugar de ser estable— la subcontratación representa la decisión financiera más acertada.
¿Existe alguna forma de comenzar sin comprometerse?
Si el volumen anual de una fundición no justifica la adquisición de equipos, pero los trabajos que requieren impresión 3D en arena son reales y están en aumento, la respuesta no consiste ni en adquirir equipos prematuramente ni en rechazar dichos trabajos.
El modelo de Kangshuo de impresión como servicio resuelve directamente este problema. No hay compra de equipos, ni curva de aprendizaje para los operadores, ni costes adicionales de mantenimiento de los cabezales de impresión. Envíe sus archivos CAD y reciba moldes impresos y acabados posteriormente; el plazo estándar de entrega es tan rápido como de 3 a 5 días, y también se ofrecen servicios exprés. Paga por proyecto, evalúa los resultados según sus requisitos reales de fundición y escala su uso antes de comprometerse con ningún acuerdo a largo plazo.
¿Qué máquina se adapta mejor a su aplicación?
Las tres plataformas satisfacen necesidades distintas. La KSS1800B se encarga de la producción a gran volumen de moldes de arena — con volúmenes de construcción de hasta 1800 × 1000 × 700 mm a una velocidad de hasta 360 L/h. La KS301C está orientada a componentes cerámicos de precisión con una exactitud de ±0,1 mm, adecuada para piezas pequeñas y complejas fabricadas en alúmina, circonia u óxido de silicio. La plataforma metálica aborda la producción directa de piezas metálicas en aleaciones que van desde el aluminio hasta las basadas en níquel, con control ultrasónico de tensiones mediante nueve transductores para garantizar la integridad estructural. Arena para volumen y velocidad; cerámica para precisión; metal para piezas listas para su uso final: tres procesos, un mismo marco de toma de decisiones.

KS281MS (Metal)
KS301C (Cerámica)
KSS1800B (Arena)
Qué probar antes de firmar: cuatro indicadores del rendimiento de los moldes de arena que las hojas de especificaciones no le indican
Para fundiciones listas para comprar, los folletos de los proveedores no cuentan toda la historia. Verifique los moldes impresos según sus requisitos específicos en cuanto a resistencia, permeabilidad y colapsabilidad, utilizando sus propias geometrías de piezas. Exija resultados de ensayos en cuatro indicadores: resistencia a la tracción, evolución de gases, precisión dimensional y colapsabilidad.
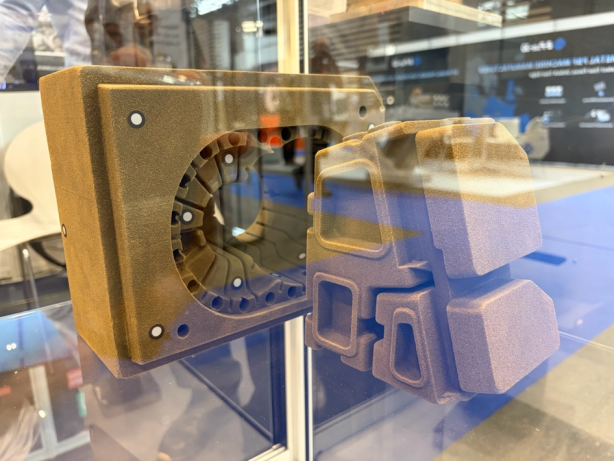
Molde de Arena
1. Resistencia a la tracción
La resistencia a la tracción es el parámetro básico. Una investigación revisada por pares de la Universidad AGH de Cracovia confirma que, con un contenido de aglutinante furánico del 1,6 al 1,8 % y un 0,2 % de agente curativo, es posible alcanzar una resistencia a la tracción superior a 2 MPa. Sin embargo, los propios resultados experimentales del mismo artículo muestran que dicha resistencia varía considerablemente según el tamaño de grano de la arena, el tipo de aglutinante y los parámetros del proceso; algunas configuraciones producen valores tan bajos como 0,80 MPa incluso aplicando la misma tecnología.
Un valor indicado en una hoja de especificaciones, obtenido en condiciones óptimas del proveedor, puede no reflejar lo que su máquina produce con sus materiales y su geometría específica. Solicite resultados de ensayos con su combinación específica de aglutinante y arena, no con la del proveedor.
2. Evolución de gases
La evolución de gases no puede separarse de la resistencia. El contenido de aglutinante influye directamente tanto en la resistencia del molde como en la evolución de gases; un exceso de aglutinante obstruye los poros, reduce la permeabilidad y aumenta el riesgo de defectos por gases en la fundición final.
Un molde que parece resistente sobre el papel, pero que genera una cantidad excesiva de gases a su temperatura de vertido, constituye una fuente de defectos, no un activo.
3. Precisión dimensional
La precisión dimensional es el ámbito en el que el lenguaje comercial es más frecuente y, al mismo tiempo, más peligroso. Las tolerancias indicadas en los folletos se logran en condiciones controladas.
El KSS1800B de Kangshuo, por ejemplo, alcanza ±0,3 mm en un volumen de construcción de 1800 × 1000 × 700 mm: una especificación verificable y apta para producción, con una resolución de impresión de 400 ppp y un grosor de capa ajustable entre 0,3 y 0,6 mm. Este tipo de especificación resulta significativo cuando va respaldado por resultados de ensayos realizados en piezas similares a las que usted imprimirá efectivamente. Solicite verlo en una pieza que se parezca a la suya.
4. Colapsabilidad
La colapsabilidad es el factor más constantemente descuidado de los cuatro —y el que genera mayores costos operativos cuando falla. La evaluación estándar de la calidad de los moldes incluye pruebas de colapsabilidad como un elemento fundamental del conjunto de evaluaciones; la colapsabilidad determina directamente la cantidad de mano de obra y tiempo que requiere la operación de desmoldeo tras la fundición.
Un molde con una clasificación alta en resistencia a la tracción, pero baja en colapsabilidad, puede parecer excelente en una bancada de ensayos y, no obstante, hacer que su equipo de desmoldeo invierta horas de trabajo manual por cada colada.
Los aglutinantes orgánicos, como el furano, no conservan su resistencia a temperaturas elevadas del mismo modo que lo hacen los aglutinantes inorgánicos, lo que les confiere una buena colapsabilidad; sin embargo, esta propiedad es muy sensible a las variables de formulación y proceso, y no puede deducirse únicamente a partir de los datos de resistencia a la tracción.
Lista de verificación para compras
Antes de firmar, solicite al proveedor que imprima una muestra utilizando su archivo CAD real, su aleación de fundición y su sistema de aglutinante previsto. Evalúe los cuatro indicadores. Compare los resultados con lo indicado en la hoja de especificaciones.
Si los números coinciden, tiene un proveedor de confianza. Si no coinciden, ya tiene la respuesta antes de firmar el contrato, no después del primer fallo en la producción.
Referencias

Fundado en 2010, el Grupo Kangshuo es pionero en fabricación inteligente para componentes críticos, reconocido como Empresa Nacional de Alta Tecnología y "Pequeño Gigante" por el Ministerio de Industria y Tecnología de la Información de China. Descubra nuestra experiencia en nuevos materiales, procesos innovadores, equipos avanzados y soluciones personalizadas para industrias globales.
Edificio de fábrica H-1, Parque Industrial Mingshan, Zona de Desarrollo Económico y Tecnológico Gaoping, Ciudad Jincheng, Provincia de Shanxi, China.
Derechos de autor © 2026 Kangshuo Electric Group Co., Ltd. Todos los derechos reservados Política de privacidad
