A drukarka 3D do piasku przekształca druk 3D w piasku w rzeczywistą technologię produkcyjną dla odlewni o dowolnej wielkości. Metoda binder jetting tworzy formy i rdzenie piaskowe warstwa po warstwie bezpośrednio na podstawie plików CAD. Eliminuje to tradycyjne wykonywanie wzorów oraz oprzyrządowanie, takie jak skrzynki rdzeniowe.
Przemysłowe platformy osiągają obecnie takie szybkości budowy oraz duże formaty obszarów roboczych, że seryjna produkcja form i rdzeni staje się ekonomicznie konkurencyjna przy krótkich czasach realizacji. Dla małych i średnich odlewni taki przełom otwiera możliwość realizacji zamówień, które wcześniej musiały odrzucać.
Jednak pytanie, które większość odlewni stawia sobie bardzo szybko, brzmi: czy zakup drukarka 3D do piasku jest odpowiednim krokiem dla ich działalności – czy też bardziej opłacalne finansowo jest zlecenie usług usługi druku 3D dla odlewni .
Argumenty za zastosowaniem drukowania 3D w piasku są rzeczywiste — ale zależą od tego, co jest odlewane
Zanim przejdziemy do decyzji o zakupie lub zleceniu usługi zewnętrznej, warto dokładnie określić, w jakich przypadkach technologia wiązania proszku (binder jetting) rzeczywiście uzasadnia swoje zastosowanie. Technologia ta przekształca możliwości odlewni w zakresie obsługi klientów: skomplikowany detal, który wcześniej wymagał czekania na wykonanie formy przez 4–8 tygodni, można teraz odlać z formy wydrukowanej w 3D już po upływie 72 godzin od otrzymania pliku CAD. Ta przewaga czasowa ma kluczowe znaczenie w trzech sytuacjach: przy prototypach i próbnych odlewkach, gdzie spodziewane są zmiany konstrukcyjne; przy skomplikowanych geometriach wewnętrznych, gdzie tradycyjne montażowe rdzenie wymagałyby połączenia wielu części klejem; oraz przy produkcji małych i średnich serii, gdzie rozłożenie kosztów wykonania formy czyni tradycyjne wzory nieopłacalne ekonomicznie.
Pod względem ogólnych kosztów druk 3D jest zawsze tańsza alternatywą dla procesów konwencjonalnych do pewnej wielkości serii, ponieważ eliminuje się koszty narzędzi. Im mniejsza jest wielkość serii i im większa złożoność geometryczna, tym większe są korzyści kosztowe. Ta technologia nie zastępuje wysokowydajnych narzędzi przeznaczonych do masowej produkcji — ale stanowi ulepszenie strukturalne w przypadku zadań, które coraz częściej zlecane są małym odlewniom.
Pytanie o próg objętości — zagadnienie pomijane przez większość odlewni
Oto miejsce, w którym decyzja staje się trudniejsza. Zakup drukarka 3D do piasku nie jest tym samym co korzystanie z druku 3D na piasku. Inwestycja w sprzęt opłaca się finansowo jedynie powyżej określonej rocznej objętości form — a ten próg jest niższy, niż wynikałoby to z danych podawanych na papierze, jeśli uwzględni się wszystkie koszty związane z posiadaniem sprzętu.
Poniżej określonego rocznego progu objętości zewnętrzne usługi są zazwyczaj bardziej opłacalne niż zakup własnego sprzętu. Eliminują one inwestycję kapitałową, zapewniając jednocześnie dostęp do tej technologii.
Obliczenie punktu rentowności jest zasadniczo proste:
Całkowity koszt posiadania: dane, których dostawcy nie podają dobrowolnie
Rigorozna analiza całkowitego kosztu posiadania musi obejmować koszty pośrednie wykraczające poza cenę zakupu: konserwację, części zamienne, kalibrację, zużycie energii, wsparcie techniczne, straty wynikające z przestojów oraz szkolenie operatorów. Te koszty są zazwyczaj niedoszacowywane w momencie zakupu.
Zdarzenie wymiany głowicy drukującej — dość częste w pylnym środowisku odlewni — może kosztować od 35 000 do 70 000 jenów za każde takie zdarzenie. Porównaj tę kwotę z rocznymi wydatkami na outsourcing i obliczenia często zaskakują nowych nabywców.
Ogólna zasada wynikająca z analizy kosztów produkcji: poniżej progu wielkości produkcji zapewniającego stabilne i przewidywalne zapotrzebowanie outsourcing niemal zawsze wiąże się z niższymi łącznymi kosztami. Wewnętrzna realizacja staje się opłacalna wyłącznie wtedy, gdy zapotrzebowanie jest stabilne, objętości produkcji są systematycznie wysokie, a dana kompetencja stanowi kluczowy czynnik różnicujący w konkurencji.
W przypadku większości małych odlewni produkujących rocznie mniej niż 300 zestawów form – zwłaszcza tam, gdzie zapotrzebowanie wynika z konkretnych projektów, a nie charakteryzuje się stabilnością – outsourcing jest lepszym rozwiązaniem finansowym.
Czy istnieje sposób rozpoczęcia działania bez zobowiązań?
Jeśli roczna objętość produkcji odlewni nie uzasadnia posiadania własnego sprzętu, ale zamówienia wymagające drukowania 3D w piasku są rzeczywiste i stale rosną, odpowiedzią nie jest ani wcześniejsze zakupienie sprzętu, ani odmowa przyjęcia tych zamówień.
Model drukowania jako usługi firmy Kangshuo rozwiązuje ten problem bezpośrednio. Nie ma konieczności zakupu sprzętu, nie ma krzywej nauki dla operatorów oraz nie ma kosztów konserwacji głowicy drukującej. Wystarczy przesłać pliki CAD — otrzymujesz wydrukowane i poddane obróbce końcowej formy odlewnicze, przy standardowym czasie realizacji już w ciągu 3–5 dni roboczych, a także z możliwością usługi ekspresowej. Opłacasz każdą realizację osobno, oceniasz wyniki pod kątem rzeczywistych wymagań dotyczących odlewania i skalujesz wykorzystanie usługi przed podjęciem długoterminowego zobowiązania.
Który sprzęt najlepiej odpowiada Twoim potrzebom?
Trzy platformy spełniają odmienne potrzeby. Platforma KSS1800B służy do masowej produkcji form piaskowych — obszar roboczy wynosi do 1800 × 1000 × 700 mm przy wydajności do 360 L/h. Platforma KS301C przeznaczona jest do precyzyjnej produkcji elementów ceramicznych z dokładnością ±0,1 mm, co czyni ją odpowiednią do wytwarzania złożonych małych elementów z glinokwasu, cyrkonii lub tlenku krzemu. Platforma metalowa umożliwia bezpośrednią produkcję części metalowych z różnych stopów — od aluminium po stopy niklowe — z zastosowaniem dziewięcioczujnikowego ultradźwiękowego systemu kontroli naprężeń zapewniającego integralność strukturalną. Piasek do masowej i szybkiej produkcji; ceramika do precyzyjnych elementów; metal do gotowych części użytkowych — trzy procesy, jedna spójna ramka decyzyjna.

KS281MS (metal)
KS301C (ceramika)
KSS1800B (piasek)
Co sprawdzić przed podpisaniem umowy: cztery wskaźniki wydajności form piaskowych, których nie podają karty techniczne
Dla odlewni gotowych do zakupu katalogi dostawców nie przedstawiają pełnej historii. Zweryfikuj wydrukowane formy pod kątem swoich konkretnych wymagań dotyczących wytrzymałości, przepuszczalności i kruszczliwości, wykorzystując własne geometrie części. Wymagaj wyników testów dla czterech wskaźników: wytrzymałości na rozciąganie, ewentualnego wydzielania gazów, dokładności wymiarowej oraz kruszczliwości.
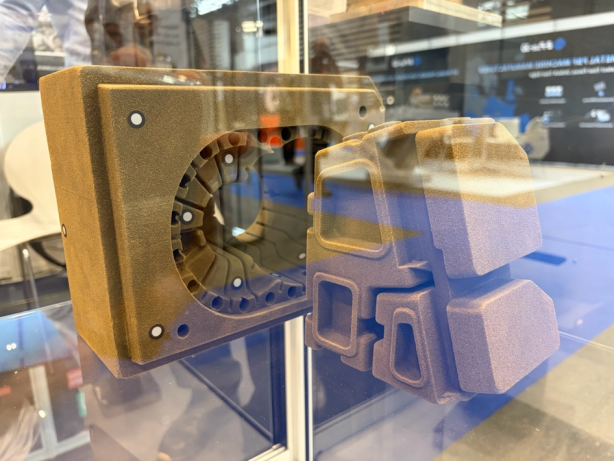
Forma Piaskowa
1. Wytrzymałość na rozciąganie
Wytrzymałość na rozciąganie stanowi podstawowy parametr. Badania recenzowane przez ekspertów z Uniwersytetu Górniczo-Hutniczego w Krakowie potwierdzają, że przy zawartości spoiwa furanowego wynoszącej 1,6–1,8 % oraz 0,2 % środka utwardzającego można osiągnąć wytrzymałość na rozciąganie przekraczającą 2 MPa. Jednak własne wyniki eksperymentalne przedstawione w tej samej publikacji wykazują, że wytrzymałość ta znacznie się zmienia w zależności od wielkości ziaren piasku, typu spoiwa oraz parametrów procesu – przy niektórych konfiguracjach wartość ta może spadać nawet do 0,80 MPa przy zastosowaniu tej samej technologii.
Wartość podana w arkuszu specyfikacji, uzyskana w warunkach optymalnych dla dostawcy, może nie odzwierciedlać rzeczywistych wyników uzyskiwanych na Twojej maszynie, przy użyciu Twoich materiałów i na Twojej konkretnej geometrii. Wymagaj wyników testów przeprowadzonych przy Twoim spoiwie i piasku, a nie przy tych stosowanych przez dostawcę.
2. Wydzielanie gazów
Wydzielanie gazów nie może być oddzielone od wytrzymałości. Zawartość spoiwa wpływa bezpośrednio zarówno na wytrzymałość formy, jak i na wydzielanie gazów; nadmiar spoiwa zatka porowatość, zmniejsza przepuszczalność i zwiększa ryzyko wad gazowych w końcowej odlewce.
Forma, która wydaje się wytrzymałą na papierze, ale generuje nadmiar gazów przy temperaturze twojego zalewu, stanowi zagrożenie powodujące wady, a nie aktywo.
3. Dokładność wymiarowa
Dokładność wymiarowa to obszar, w którym język marketingowy występuje najczęściej i jest najbardziej niebezpieczny. Tolerancje podawane w katalogach są osiągane w warunkach kontrolowanych.
Na przykład model KSS1800B firmy Kangshuo osiąga dokładność ±0,3 mm w obszarze roboczym o wymiarach 1800 × 1000 × 700 mm — weryfikowalna, produkcyjna specyfikacja z rozdzielczością druku 400 dpi oraz regulowaną grubością warstwy w zakresie 0,3–0,6 mm. Taka specyfikacja ma sens tylko wtedy, gdy została potwierdzona wynikami testów przeprowadzonych na elementach przypominających te, które rzeczywiście zamierzasz drukować. Poproś o zapoznanie się z takimi wynikami na elemencie podobnym do twojego.
4. Kollapsybilność
Kolapsowalność jest najbardziej systematycznie pomijanym spośród czterech parametrów — a także najbardziej kosztownym operacyjnie w przypadku jej niewłaściwej pracy. Standardowa ocena jakości form obejmuje testy kolapsowalności jako podstawowy element zestawu oceny; kolapsowalność decyduje bezpośrednio o ilości czasu i wysiłku pracowniczym niezbędnego do usuwania form po odlewie.
Forma o wysokiej wytrzymałości na rozciąganie, ale słabej kolapsowalności, może wyglądać doskonałe na stanowisku testowym, a następnie generować dla zespołu odpowiedzialnego za usuwanie form godziny ręcznej pracy na każdy odlew.
Organiczne spoiwa, takie jak furan, nie utrzymują wytrzymałości w podwyższonej temperaturze w taki sposób jak spoiwa nieorganiczne, co zapewnia im dobrą kolapsowalność — jednak ta właściwość jest bardzo wrażliwa na skład chemiczny i zmienne procesowe oraz nie może być wnioskowana wyłącznie na podstawie danych dotyczących wytrzymałości na rozciąganie.
Lista kontrolna zakupów
Zanim podpiszesz umowę, poproś dostawcę o wydruk próbki przy użyciu Twojego rzeczywistego pliku CAD, stopu przeznaczonego do odlewania oraz planowanego systemu spoiwa. Przetestuj wszystkie cztery wskaźniki. Porównaj uzyskane wyniki z danymi podanymi w arkuszu specyfikacji technicznej.
Jeśli liczby się zgadzają, masz wiarygodnego dostawcę. Jeśli nie — otrzymujesz odpowiedź jeszcze przed podpisaniem umowy, a nie dopiero po pierwszym awarii produkcyjnej.
Źródła

Założona w 2010 roku firma Kangshuo Group jest pionierem w zakresie inteligentnej produkcji kluczowych komponentów, uznana za Krajowe Przedsiębiorstwo Wysokotechnologiczne oraz „Małego Giganta” przez chiński Ministerstwo Przemysłu i Informatyzacji. Poznaj nasze doświadczenie w zakresie nowych materiałów, innowacyjnych procesów, zaawansowanego sprzętu oraz dostosowanych rozwiązań dla globalnych gałęzi przemysłu.
H-1 Factory Building, Mingshan Industrial Park, Gaoping Economic and Technological Development Zone, Jincheng City, Shanxi Province, China.
Copyright © 2026 Kangshuo Electric Group Co., Ltd. Wszelkie prawa zastrzeżone Polityka prywatności
