31
Mar
31
Mar
15
Jul
20
Aug



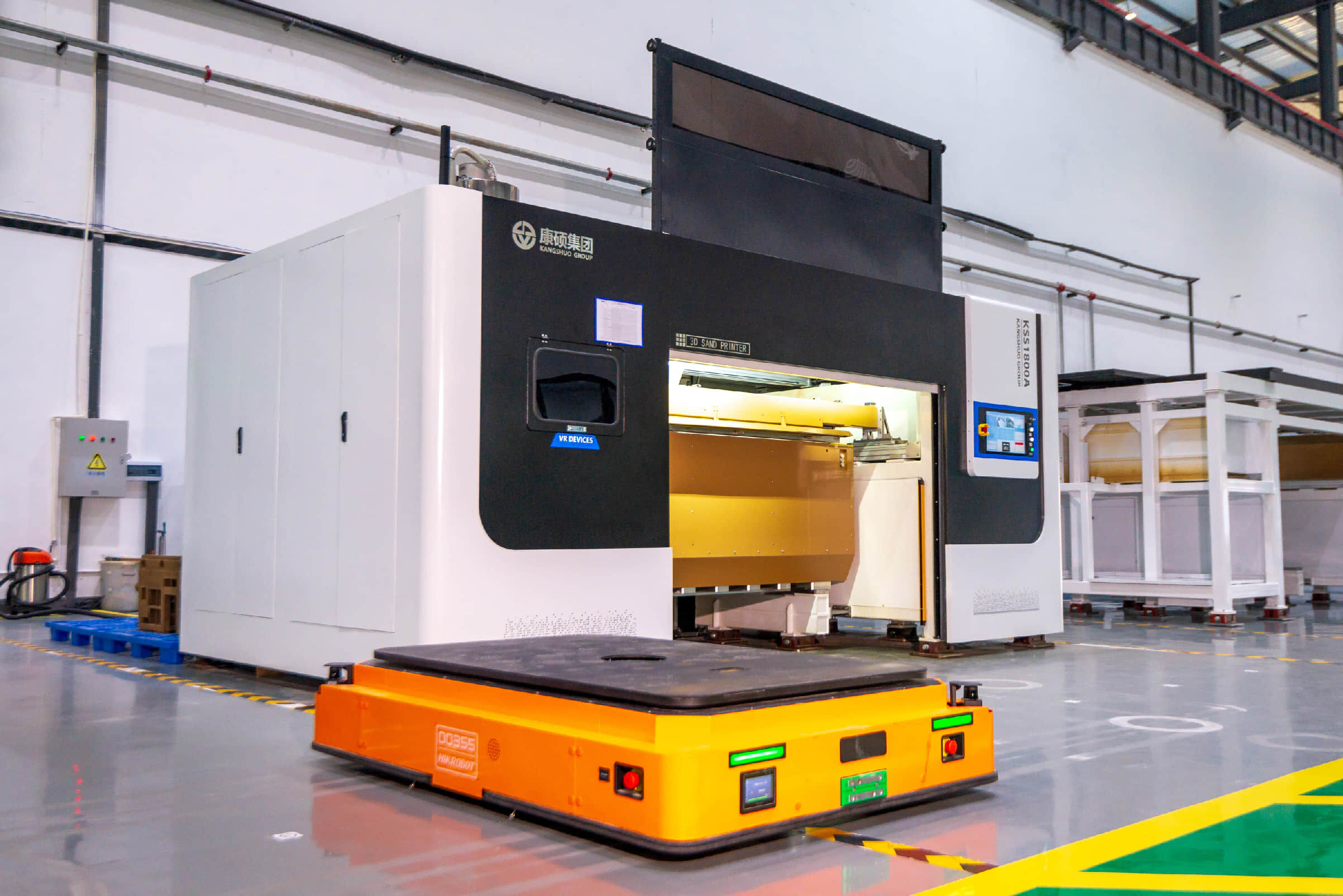
2010 में स्थापित, कांगशुओ समूह महत्वपूर्ण घटकों के लिए बुद्धिमान विनिर्माण में एक प्रवर्तक है, जिसे चीन के उद्योग और सूचना प्रौद्योगिकी मंत्रालय द्वारा एक राष्ट्रीय उच्च-तकनीक उद्यम और "लिटिल जायंट" के रूप में मान्यता प्राप्त है। हमारी विशेषज्ञता की खोज करें नए सामग्रियों, नवाचारी प्रक्रियाओं, उन्नत उपकरणों और वैश्विक उद्योगों के लिए अनुकूलित समाधान में।
एच-1 कारखाना भवन, मिंगशान औद्योगिक पार्क, गाओपिंग आर्थिक एवं तकनीकी विकास क्षेत्र, जिनचेंग शहर, शेन्ज़ी प्रांत, चीन।
कॉपीराइट © 2026 कांगशुआ इलेक्ट्रिक ग्रुप कंपनी लिमिटेड। सर्वाधिकार सुरक्षित गोपनीयता नीति